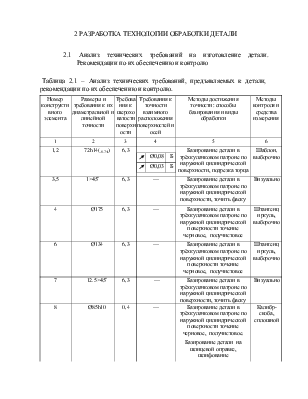
Базирование детали в приспособлении, сверлить, расточить отверстие |
Калибр-пробка, выборочно |
||||||
|
17 |
16×52×60 |
3,2 |
|
Базирование в адаптере, протянуть шлицевое отверстие |
Калибр на расположение шлиц, выборочно |
||
|
1;18 |
19 |
6,3 |
— |
Базирование детали в трёхкулачковом патроне по наружной цилиндрической поверхности, подрезка торца |
Штангенциркуль, выборочно |
окончание таблицы 2.1
|
1 |
1 2 |
4 3 |
4 |
5 |
6 |
|
1;19 |
10,5-0,43 |
6,3 |
— |
Базирование детали в трёхкулачковом патроне по наружной цилиндрической поверхности, подрезка торца |
Штангенциркуль, выборочно |
|
20 |
1×45˚ |
6,3 |
— |
Базирование детали в трёхкулачковом патроне по наружной цилиндрической поверхности, подрезка торца |
Визуально |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка–поковка. Изготавливается в кузнечном цехе из легированной стали. Заготовку сначала нагревают в нагревательной печи до температуры 11500, а затем, после нагревания, её отрезают на пресс – ножницах. Потом происходит повторное нагревание, а затем штампуют при помощи КГШП . Затем заготовку отштамповывают в двух ручьях за 2 хода машины.
На выбор метода получения заготовки оказывают влияние: материал детали; ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали. Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовляемой из нее детали, при минимальной себестоимости последней считается оптимальным.
В базовом технологическом процессе заготовкой для получения Фланца УЭС 0108631 служит поковка ГОСТ 8479-70 получаемая на кривошипном горячештамповочном прессе.
Кривошипные горячештамповочные прессы работают по тому же принципу, что и холодно-штамповочные кривошипные прессы.
В отличие от последних у них более жесткая конструкция станины, усиленные направляющие и более мощный привод. Стол пресса имеет клиновое устройство. Верхняя плоскость стола, как обычно, горизонтальная, а нижняя плоскость имеет уклон под углом 10 или 14° и лежит на такой же скошенной плоскости станины. Благодаря скосу стол может опускаться и подниматься, что позволяет устанавливать разные по высоте штампы и регулировать положение нижней части штампа относительно верхней. Выталкиватели в столе и ползуне обеспечивают автоматическое извлечение поковки из ручьев штампа, что позволяет уменьшить штамповочные уклоны.
На кривошипных горячештамповочных прессах можно выполнять штамповку в штампах с образованием облоя в плоскости разъема, штамповку выдавливанием, прошивкой и различные комбинированные штамповочные работы. В расчете на различные условия работ горячештамповочные кривошипные прессы выпускаются усилием от 630 до 8000 Т с числом ходов ползуна в минуту от 90 (для пресса усилием 630 Т) до 35 (для пресса 8000 Т).
По сравнению со штамповкой на молотах, штамповка на прессах имеет следующие преимущества: большая точность поковок, меньшие по величине штамповочные уклоны, большая производительность (в 3 раза выше по сравнению со штамповкой на молотах), возможность механизации и автоматизации подачи заготовок в штамп и удаления поковок из штампа, меньший расход энергии, большая безопасность в работе и отсутствие сильных сотрясений в момент удара.
2.2.2 Определение допусков на размеры заготовки, назначение припусков,
расчет размеров и массы заготовки
Класс точности –Т2 таблица 19
Группа стали –М2 таблица 1
Степень сложности –С3
Исходный индекс -9
Таблица 2.2−Назначение допусков на поковку
|
Номер Поверхности |
Номиналь ный размер |
Вид размера |
Допуск на заг. с указанием предельных отклонений |
|
|
4 |
Ø175 |
Диаметр |
2,0 |
|
|
8 |
Ø85h10 |
Диаметр |
1,4 |
|
|
1,2 |
72h14(-0.74) |
Длина |
1,4 |
|
|
1;19 |
10,5 |
Длина |
1,2 |
|
|
16 |
Ø52+0.6 |
Диаметр |
1.4 |
|
|
14 |
Ø132F8( |
Диаметр |
1,6 |
Таблица 2.3 – Табличный расчет припусков
|
№ поверхности |
Переходы механообработки поверхности |
Точность обработки |
Припуск табличный, t, мм |
Расчёт размеров заготовки d или D, мм |
|||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мм |
|||||
|
4 |
Точение черновое |
h14 |
1,0 |
Ra0,8 |
1,6 |
Ø 175 |
|
|
Поковка |
1,2 |
100 |
175+1,6=176,6 |
||||
|
176,6 |
|||||||
|
8 |
Шлифование |
h10 |
0,14 |
Ra0,4 |
1,1 |
Ø85h10 |
|
|
Точение получистовое |
h11 |
0,22 |
Ra6,3 |
1,4 |
85+1,1=86,1 |
||
|
Точение черновое |
h14 |
0,87 |
Ra12,5 |
1,5 |
86,1+1,4=87,5 |
||
|
Поковка |
1,2 |
100 |
87,5+1,5=89 |
||||
|
89 |
|||||||
|
1;2 |
Подрезка торца |
h14 |
1,0 |
Ra6,3 |
1,4 |
72h14(-0.74) |
|
|
Поковка |
1,2 |
100 |
72+2×1,4=74,8 |
||||
|
74,8 |
|||||||
|
1; 19 |
Подрезка торца |
h14 |
0,52 |
Ra 6,3 |
1,3 |
10.5 |
|
|
Поковка |
1,2 |
100 |
10.5+1,3=11.8 |
||||
|
11.8 |
|||||||
|
16 |
Растачивание получистовое |
Н11 |
0,6 |
Ra 6,3 |
1,1 |
Ø52+0.6 |
|
|
Растачивание черновое |
H14 |
0,74 |
Ra 12,5 |
1,4 |
52-1,1=50,9 |
||
|
Поковка |
1,2 |
100 |
50,9-1,4=49,5 |
||||
|
49,5 |
|||||||
|
14 |
Растачивание получистовое |
F8 |
0,149 |
Ra 6,3 |
1,2 |
Ø132F8( |
|
|
Растачивание черновое |
Н14 |
1,0 |
Ra 12,5 |
1,5 |
132-1,2=130,8 |
||
|
Поковка |
1,2 |
100 |
130,8-1,5=129,3 |
||||
|
129,3 |
|||||||
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1) где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг
mотх.мех.обр =Vотх. ![]() ρ, кг (2.2)
ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Рисунок 1-Чертеж заготовки
Определение объема удаленных фигур:
 (2.3)
(2.3)
где Д – диаметр заготовки, мм;
l – длина заготовки, мм.
 мм3
мм3
 мм3
мм3
 мм3
мм3
 мм3
мм3
Vобщ= V1+V2+V3+V4
Vобщ=7864+28957+67314+31253=135388мм3
mотх.мех.обр =135388![]() 7.2∙10-6=0.87
кг
7.2∙10-6=0.87
кг
mз=2.36+0.87=3.2 кг
Коэффициент использования заготовки:
 (2.4)
(2.4)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 (2.5)
(2.5)
где Нрасх – пересчитанная норма расхода материала, кг:
Нрасх=3.2+3.2![]() 0,1=3,5
кг
0,1=3,5
кг
КИМ получился больше в проектном варианте, чем в базовом,
следовательно, данная заготовка может быть принята в дальнейших расчетах.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
010 Вертикально-сверлильная 2Н150
1 Сверлить отверстие 16
2 Рассверлить отверстие
3 Зенкеровать отверстие
020 Токарно-револьверная 1Д316П
1 Подрезать торец 2;20
2 Точить поверхность 6
3 Точить поверхность 8;19 с образованием фаски 5;7;9
4 Расточить отверстие 12
030 Токарная с ЧПУ 16К20Ф3
1 Подрезать торец 1
2 Расточить отверстие 14 с образованием фаски 21
3 Расточить отверстие 13
4 Расточить отверстие 15
5 Точить поверхность 4
040 Контроль
050 Термическая обработка
060 Вертикально-протяжная 7Б66
1 Протянуть шлицевое отверстие 17
070 Контроль
080 Термическая обработка
090 Токарная с ЧПУ 16К20Ф3
1 Подрезать торец 1
2 Расточить отверстие 14 с образованием фаски 21
3 Расточить отверстие 13
4 Точить поверхность 4 с образованием фаски 3
100 Сверлильная с ЧПУ 2С150ПМФ4
1 Центровать 8 отверстий 10
2 Сверлить 8 отверстий 10
3 Зенковать 8 фасок 11
4 Зенкеровать 8 отверстий 10
110 Кругло-шлифовальная 3М151
1 Шлифовать поверхность 8
120 Токарно-винторезная 16К20
1 Подрезать торец 2
В заводском техпроцессе нерационально используются станки токарной группы. Недостатком базового технологического процесса является низкая степень механизации, для ее повышения необходимо заменить универсальное оборудование на станки с ЧПУ.
Проанализировав заводской технологический процесс механической обработки детали УЭС 0108631 «Фланец», предлагается внести в дипломный проект следующие изменения: с целью концентрации операций, повышения степени механизации и уменьшения численности рабочих целесообразно использовать станок с ЧПУ.
Таким образом, целесообразно объединить операции 010,020,120 и применить станок с ЧПУ 16К20Ф3; для обработки второй стороны применить станок с ЧПУ 16А20Ф3 объединив операций 030,090
В связи с этим проектируемый технологический процесс будет выглядеть следующим образом:
010 Токарная с ЧПУ 16К20Ф3
020 Токарная с ЧПУ 16А20Ф3
030 Вертикально-протяжная 7Б66
040 Сверлильная с ЧПУ СС2В05ПМФ4
050 Кругло-шлифовальная 3М151
060 Контроль
070 Термическая обработка
После термической операции дальнейшая обработка детали не ведется, так как внедряется ионно-плазменное азотирование (ИПА) модели АР-63.
Маршрутно-операционная технология представлена в комплекте документов
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.