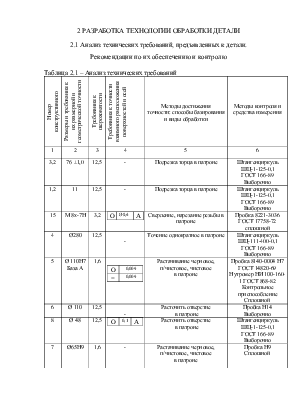
Таблица 2.1 – Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности Ra |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
3,2 |
76 ±1,0 |
12,5 |
- |
Подрезка торца в патроне |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 Выборочно |
||||
|
1,2 |
11 |
12,5 |
- |
Подрезка торца в патроне |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 Выборочно |
||||
|
15 |
М 8х-7Н |
3,2 |
|
Сверление, нарезание резьбы в патроне |
Пробка 8221-3036 ГОСТ 17758-72 сплошной |
||||
|
4 |
Ø280 |
12,5 |
- |
Точение однократное в патроне |
Штангенциркуль ШЦ-111-400-0,1 ГОСТ 166-89 Выборочно |
||||
|
5 |
Ø 110Н7 База А |
1,6 |
|
Растачивание черновое, п/чистовое, чистовое в патроне |
Пробка 8140-0004 Н7 ГОСТ 14820-69 Нутромер НИ 100-160-1 ГОСТ 868-82 Контрольное приспособление Сплошной |
||||
|
6 |
Ø 110 |
12,5 |
- |
Расточить отверстие в патроне |
Пробка Н14 Выборочно |
||||
|
8 |
Ø 48 |
12,5 |
|
Расточить отверстие в патроне |
Штангенциркуль ШЦ-1-125-0,1 ГОСТ 166-89 Выборочно |
||||
|
7 |
Ø65Н9 |
1,6 |
- |
Растачивание черновое, п/чистовое, чистовое в патроне |
Пробка Н9 Сплошной |
||||
|
окончание таблицы 2.1 |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
10 |
Ø114; 2,8Н13 |
3,2 6,3 |
- |
Расточить канавку в патроне |
Нутромер Выборочно |
||||
|
9 |
2 |
12,5 |
- |
Расточить фаску в патроне |
Визуально |
||||
|
12 |
Ø11 |
12,5 |
|
Сверлить отверстие в патроне |
Выборочно |
||||
|
11 |
1,50min…300 mах |
12,5 |
- |
Центровать фаски в патроне |
Визуально |
||||
Заготовкой для детали «Корпус» КСН 0100106 является литье в песчано-глинистые формы. Отливка изготавливается из серого чугуна СЧ 20
ГОСТ 1412-85. Для получения заготовки изготавливается смесь и подается на участок формовки с помощью ленточного транспортера. После подачи смеси проверяют ее физико-химические свойства.
Далее следует формовочная операция где изготавливают нижнюю и верхнюю полуформы. Формы загружают и готовят шихту, которая загружается в песчаные бункеры, затем идет плавильная операция, загружают шихту и готовят металл.
2.2.2 Определение припусков и допусков по стандартам.
Расчет размеров и массы заготовки, коэффициента
материала
Назначение общих припусков производится в соответствии с ГОСТ 26645-85. Точность отливки 9-1-1-10.
Таблица 2.2 – Назначение допусков на отливку
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
|
1 |
2 |
3 |
4 |
5 |
|
3,2 |
76±1,5 |
2,2 |
0,12 |
2,4 |
|
окончание таблицы 2.2 |
||||
|
1 |
2 |
3 |
4 |
5 |
|
1,2 |
11 |
1,4 |
0,12 |
1,6 |
|
4 |
Ø 280 |
3,2 |
0,32 |
3,2 |
|
5 |
Ø 110Н7 |
2,4 |
0,12 |
2,4 |
|
6 |
Ø 100 |
2,2 |
0,12 |
2,4 |
|
7 |
Ø65Н9 |
2,2 |
0,12 |
2,4 |
|
8 |
Ø 48 |
2,0 |
0,12 |
2,0 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.