2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
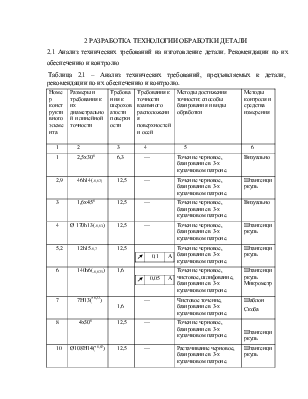
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1 |
2,5х300 |
6,3 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Визуально |
|||
|
2,9 |
46h14(-0,62) |
12,5 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Штангенциркуль |
|||
|
3 |
1,6х450 |
12,5 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Визуально |
|||
|
4 |
Ø 170h13(-0,63) |
12,5 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Штангенциркуль |
|||
|
5,2 |
12h15-0,7 |
12,5 |
|
Точение черновое, базирование в 3-х кулачковом патроне. |
Штангенциркуль |
|||
|
6 |
140h6(-0,025) |
1,6 |
|
Точение черновое, чистовое, шлифование, базирование в 3-х кулачковом патроне. |
Штангенциркуль Микрометр |
|||
|
7 |
7Н13(+0,22) |
1,6 |
— |
Чистовое точение, базирование в 3-х кулачковом патроне. |
Шаблон Скоба |
|||
|
8 |
4х300 |
12,5 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Штангенциркуль |
|||
|
10 |
Ø108Н14(+0,87) |
12,5 |
— |
Растачивание черновое, базирование в 3-х кулачковом патроне. |
Штангенциркуль |
окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
11 |
26,6 |
1,6 |
— |
Растачивание черновое ,чистовое, шлифование, базирование в 3-х кулачковом патроне. |
Шаблон Нутромер кольцо |
|||
|
12 |
Ø120К7(+0,010) |
1,6 |
— |
Растачивание черновое, чистовое, шлифование, базирование в 3-х кулачковом патроне. |
Шаблон Нутромер кольцо |
|||
|
13 |
14+0,35 |
1,6 |
— |
Растачивание черновое, чистовое, шлифование, базирование в 3-х кулачковом патроне. |
Шаблон Нутромер кольцо |
|||
|
14 |
Ø 126Н9 |
3,2 |
— |
Растачивание черновое, чистовое, шлифование, базирование в 3-х кулачковом патроне. |
Сплошной Шаблон |
|||
|
15 |
Ø 139h14 |
6,3 |
— |
Точение черновое, базирование в 3-х кулачковом патроне. |
Шаблон |
|||
|
16 |
Ø121Н14(+1,0) |
12,5 |
— |
Растачивание черновое, базирование в 3-х кулачковом патроне. |
Шаблон |
|||
|
17 |
1,6х450 |
12,5 |
— |
Центровка отверстия, базирование в 3-х кулачковом патроне |
Визуально |
|||
|
18 |
Ø8,8 |
12,5 |
|
Сверлить отв., базирование в 3-х кулачковом патроне |
Пробка |
|||
|
19 |
2х600 |
12,5 |
— |
Центровка отверстие, базирование в 3-х кулачковом патроне |
Визуально |
|||
|
20 |
М6-7Н |
6,3 |
|
Нарезание резьбы в 3-х отв. Последов, базирование в 3-х кулачковом патроне |
Калибр пробка резьбовая |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка–поковка. Изготавливается в кузнечном цехе из инструментальной стали. Заготовку сначала нагревают в нагревательной печи до температуры 11500, а затем, после нагревания, её отрезают на пресс – ножницах. Потом происходит повторное нагревание, а затем штампуют при помощи ГКМ-800 – В1139.
Следующая операция – нормализованный отжиг t(800-920)о. Потом происходит зачистка, для которой применяется обдирочно-шлифовальный станок 3М636, для зачищение площадки для замера твердости. Затем происходит дробеметная очистка при помощи дробеметного барабана, который очищает поковку не менее 30 мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.