















2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
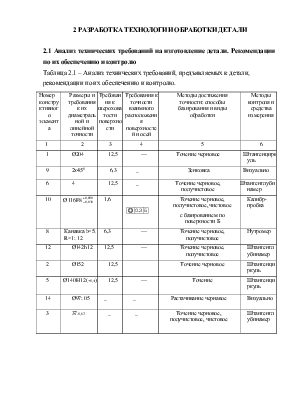
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их диаметральной и линейной точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Ø204 |
12,5 |
— |
Точение черновое |
Штангенциркуль |
|
9 |
2х450 |
6,3 |
_ |
Зенковка |
Визуально |
|
6 |
4 |
12,5 |
_ |
Точение черновое, получистовое |
Штангенглубинамер |
|
10 |
Ø116F8 |
1,6 |
|
Точение черновое, получистовое, чистовое с базированием по поверхности Б |
Калибр-пробка |
|
8 |
Канавка b=5; R=1; 12 |
6,3 |
— |
Точение черновое, получистовое |
Нутромер |
|
12 |
Ø142h12 |
12,5 |
— |
Точение черновое, получистовое |
Штангенглубинамер |
|
2 |
Ø152 |
12,5 |
Точение черновое |
Штангенциркуль |
|
|
5 |
Ø140H12(+0,4) |
12,5 |
— |
Точение |
Штангенциркуль |
|
14 |
Ø97; 05 |
_ |
_ |
Растачивание чернавое |
Визуально |
|
3 |
37-0,62 |
_ |
_ |
Точение черновое, получистовое, чистовое |
Штангенглубинамер |
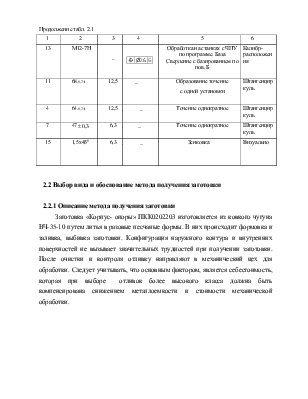
Продолжение табл. 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
13 |
М12-7Н |
_ |
|
Обработка на станках с ЧПУ по программе. База Сверление с базированием по пов. Б |
Калибр-расположения |
|
11 |
68-0,74 |
12,5 |
_ |
Образование точение с одной установки |
Штангенциркуль |
|
4 |
64-0,74 |
12,5 |
_ _ |
Точение однократное |
Штангенциркуль |
|
7 |
47 |
6,3 |
_ _ |
Точение однократное |
Штангенциркуль |
|
15 |
1,5х450 |
6,3 |
_ _ |
Зенковка |
Визуально |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка «Корпус- опоры» ПКК0202203 изготовляется из ковкого чугуна ВЧ-35-10 путем литья в разовые песчаные формы. В них происходит формовка и заливка, выбивка заготовки. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. После очистки и контроля отливку направляют в механический цех для обработки. Следует учитывать, что основным фактором, является себестоимость, которая при выборе отливок более высокого класса должна быть компенсирована снижением металлоемкости и стоимости механической обработки.
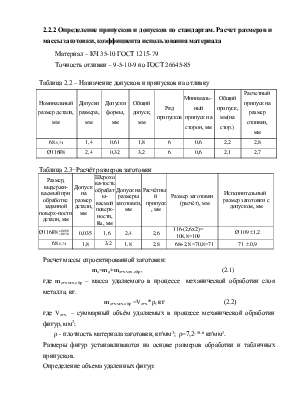
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – КЧ 35-10 ГОСТ 1215-79
Точность отливки – 9-5-10-9 по ГОСТ 26645-85
Таблица 2.2 – Назначение допусков и припусков на отливку
|
Номинальный размер детали, мм |
Допуски размера, мм |
Допуски формы, мм |
Общий допуск, мм |
Ряд припусков |
Минималь-ный припуск на сторон, мм |
Общий припуск, мм(на стор.) |
Расчетный припуск на размер отливки, мм |
|
68-0,74 |
1,4 |
0,61 |
1,8 |
6 |
0,6 |
2,2 |
2,8 |
|
Ø116F8 |
2,4 |
0,32 |
3,2 |
6 |
0,6 |
2,1 |
2,7 |
Таблица 2.3−Расчёт размеров заготовки
|
Размер, выдержи-ваемый при обработке заданной поверх-ности детали, мм |
Допуск на размер детали, мм |
Шерохова-тость обрабаты-ваемой поверх-ности, Ra, мм |
Допуск на размеры заготовки, мм |
Расчётный припуск, мм |
Размер заготовки (расчёт), мм |
Исполнительный размер заготовки с допуском, мм |
|
Ø116F8 |
0,035 |
1,6 |
2,4 |
2,6 |
116-(2,6х2)= 108,8=109 |
Ø 109 |
|
68-0,74 |
1,8 |
3,2 |
1,8 |
2,8 |
68+2,8 =70,8=71 |
71 |
Расчет массы спроектированной заготовки:
mз=mд+mотх.мех.обр., (2.1)
где mотх.мех.обр – масса удаляемого в процессе механической обработки слоя металла, кг.
mотх.мех.обр =Vотх.*ρ, кг (2.2)
где Vотх. – суммарный объём удаляемых в процессе механической обработки фигур, мм3;
ρ - плотность материала заготовки, кг/мм3; ρ=7,2∙10-6 кг/мм2.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема удаленных фигур:
 , (2.3)
, (2.3)
Где, Д – диаметр заготовки, мм;
l – длина заготовки, мм.
1. Сверлить 4 отв. Ø 10,5  мм3
мм3
2. точить поверхность Ø142  мм3
мм3
3. Ø116,5 мм3
мм3
4. Расточить сферу Ø116 
5. Точить торец  мм3
мм3
Vобщ= V1+V2…V5 (2.4)
Vобщ=![]() +
+![]() +
+![]() +
+![]() +47765,25=270043,98мм3
+47765,25=270043,98мм3
mотх.мех.обр =270043,98∙ 7,2∙10-6=1,94 кг
mз=4,1+1,94=6,04 кг
Коэффициент использования заготовки:
 (2.5)
(2.5)
где mЗ – масса рассчитанной заготовки, кг;
Пересчитанный коэффициент использования материала:
 ,
(2.6)
,
(2.6)
где Нрасх – пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6):
Нрасх=4,1∙1,1=4,51 кг
![]()
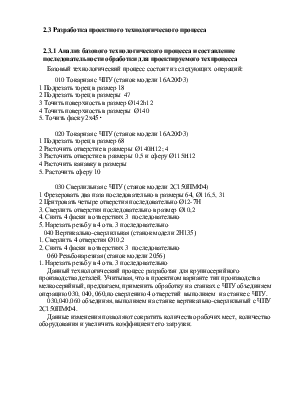
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Базовый технологический процесс состоит из следующих операций:
010 Токарная с ЧПУ (станок модели 16А20Ф3)
1 Подрезать торец в размер 18
2 Подрезать торец в размеры 47
3 Точить поверхность в размер Ø142h12
4 Точить поверхность в размеры Ø140
5. Точить фаску 2х45![]()
020 Токарная с ЧПУ (станок модели 16А20Ф3)
1 Подрезать торец в размер 68
2 Расточить отверстие в размеры Ø140H12; 4
3 Расточить отверстие в размеры 0,5 и сферу Ø115H12
4 Расточить канавку в размеры
5. Расточить сферу 10
030 Сверлильная с ЧПУ (станок модели 2С150ПМФ4)
1 Фрезеровать два паза последовательно в размеры 64, Ø116,5, 31
2 Центровать четыре отверстия последовательно Ø12-7Н
3. Сверлить отверстия последовательно в размер Ø10,2
4. Снять 4 фаски в отверстиях 3 последовательно
5. Нарезать резьбу в 4 отв. 3 последовательно
040 Вертикально-сверлильная (станок модели 2Н135)
1. Сверлить 4 отверстия Ø10,2
2. Снять 4 фаски в отверстиях 3 последовательно
060 Резьбонарезная (станок модели 2056)
1. Нарезать резьбу в 4 отв. 3 последовательно
Данный технологический процесс разработан для крупносерийного производства деталей. Учитывая, что в проектном варианте тип производства мелкосерийный, предлагаем, применить обработку на станках с ЧПУ объединяем операцию 030, 040, 060,по сверлению 4 отверстий выполняем на станке с ЧПУ.
030,040,060 объединяя, выполняем на станке вертикально-сверлильный с ЧПУ 2С150ПМФ4.
Данные изменения позволяют сократить количество рабочих мест, количество оборудования и увеличить коэффициент его загрузки.
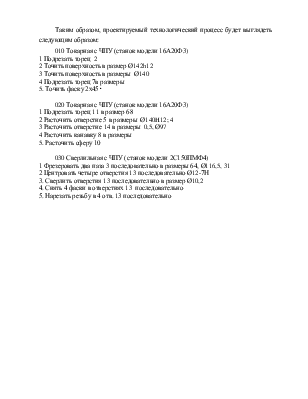
Таким образом, проектируемый технологический процесс будет выглядеть следующим образом:
010 Токарная с ЧПУ (станок модели 16А20Ф3)
1 Подрезать торец 2
2 Точить поверхность в размер Ø142h12
3 Точить поверхность в размеры Ø140
4 Подрезать торец 7в размеры
5. Точить фаску 2х45![]()
020 Токарная с ЧПУ (станок модели 16А20Ф3)
1 Подрезать торец 11 в размер 68
2 Расточить отверстие 5 в размеры Ø140H12; 4
3 Расточить отверстие 14 в размеры 0,5, Ø97
4 Расточить канавку 8 в размеры
5. Расточить сферу 10
030 Сверлильная с ЧПУ (станок модели 2С150ПМФ4)
1 Фрезеровать два паза 3 последовательно в размеры 64, Ø116,5, 31
2 Центровать четыре отверстия 13 последовательно Ø12-7Н
3. Сверлить отверстия 13 последовательно в размер Ø10,2
4. Снять 4 фаски в отверстиях 13 последовательно
5. Нарезать резьбу в 4 отв. 13 последовательно
2.3.2 Выбор и обоснование технологических баз
На операции 010, токарная с ЧПУ, в качестве базы используем черновую поверхность 1, которая является ровной и чистой в литье. На данной операции с одной установки обрабатывается поверхности 6,16,7,9 которые в дальнейшем будут служить чистовыми базами.
На операции 020, токарная с ЧПУ, в качестве базы поверхности приняты окончательно обработанные поверхности 16и 7, что позволяет выполнить требования по допуску.
На
операции 030, вертикальная с ЧПУ, в качестве базы поверхности приняты поверхность
16 и торец 7, что что позволяет при сверлении отверстия Ø10,2, иметь
погрешность базирования равно ![]()
2.3.3 Выбор оборудования и технологической оснастки
Таблица 2.4 – Выбор оборудования.
|
Номер и наименование операции |
Код и модель станка |
Наименование станка |
Стоимость Станка,млн |
Паспортные данные |
||||
|
Габаритные размеры, мм |
Характерис-тика привода |
Мощность, кВт |
Ряд частот, мин-1 |
Ряд подач, мм/об |
||||
|
010 Токарная с ЧПУ |
16А20Ф3 |
Токарный С ЧПУ |
187,450 |
3700х 2260х 1750 |
электрический |
11 |
20… 2500 |
0,05-2,8 |
|
020 Токарная с ЧПУ |
16А20Ф3 |
Токарный С ЧПУ |
187,450 |
3700х 2260х 1750 |
электрический |
11 |
20… 2500 |
0,05-2,8 |
|
030 Сверлильная с ЧПУ |
2С150ПМФ4 |
Вертикально-сверлильный с ЧПУ |
280 |
2160х 2300х 1730 |
электрический |
5,2 |
21,2… 3800 |
б/с |
Таблица 2.5− Выбор вспомогательного инструмента
|
Номер и наименование операции |
Наименование вспомогательного инструмента, его код |
Установка |
Обозначение, ГОСТ |
|||||
|
вспомогательного инструмента на станке |
режущего инструмента на вспомогательном |
|||||||
|
Способ |
Размеры посадочного элемента |
Способ |
Размеры посадочного элемента |
|||||
|
010 Токарная с ЧПУ |
392870 Резцедер-жатель |
Универсальная головка в паз УГ-9326 |
по разметкам паза головки |
Зажимается болтами в блоке |
20х16 |
- |
||
|
020 Токарная с ЧПУ |
392870 Резцедер-жатель |
Универсальная головка в паз УГ-9326 |
по разметкам паза головки |
Зажимается болтами в блоке |
20х16 |
- |
||
|
030 Сверлильная с ЧПУ |
392870 Оправка Втулка переходная |
Инструмент в магазине, при обработке оправка устанавливается в шпинделестанка |
Конусность 7:24 Шпинделя инст. Оправки Морзе4 |
в коническое отверстие переходной втулки |
Конус Морзе 2 |
− |
||
Таблица 2.6 - Выбор режущего инструмента
|
Номер и наименование операции |
Наименование режущего инструмента, его код |
Материал режущей части |
Техническая характеристика |
Обозначение, ГОСТ |
Приме-няемая СОТС |
|
010 Токарная с ЧПУ |
392192 Резец подрезной Резец упорный |
ВК8 |
Н×В 16×25 |
ГОСТ 18878-73 ГОСТ 18883-73 |
Эмульсия |
|
020 Токарная с ЧПУ |
392192 Резец подрезной Резец расточной черновой Резец расточной получиставой Резец расточной чистовой Резец канавочный |
ВК8 ВК6 ВК3М |
Н×В 16×25 |
ГОСТ 18878-73 ГОСТ 18883-73 |
Эмульсия |
|
030 сверлильная с ЧПУ |
391290 Сверло Метчик Фреза |
Р6М5 ВК6 |
Ø10,2 Ø16 М12-6g |
2353-0135 ГОСТ14953-80 |
Эмульсия |
Таблица 2.7 - Выбор измерительного инструмента.
|
Номер и наименование операции |
Наименование инструмента, его код |
Диапазон измерения инструмента |
Точность измерения инструмента |
Допуск измеряе-мого размера |
Обозначение, ГОСТ |
|
010 Токарная с ЧПУ |
393311 Штангенциркуль |
0-125 |
0,1 |
1,8 |
ГОСТ 166-89 |
|
020 Токарная с ЧПУ |
393311 Штангенциркуль |
0-125 |
0,1 |
1,8 |
ГОСТ 166-89 |
|
394270 Штанген-глубиномер |
0-160 |
0,1 |
1,2 |
ГОСТ 162-80 |
|
|
393141 Калибр |
5+0,75 |
0,1 |
0,75 |
ГОСТ 14821-69 |
|
|
393458 Нутромер |
100-160 |
0,1 |
0,46 |
ГОСТ 9244-75 |
|
|
030 сверлильная с ЧПУ |
393141 Калибр 393ххх Калибр-расположения 393311 Штангенциркуль 3932хх Пробка |
Ø116,5Н14 0-125 10,2 |
_ 0,1 0,01 |
0,054 0,43 0,3 |
ГОСТ 14821-69 − ГОСТ 166-89 __ |
Таблица 2.8 − Выбор установочно-зажимных приспособлений
|
Номер и наименование операции |
Приспособление |
||||
|
Код |
Наименование |
Тип привода |
Техническая характеристика |
ГОСТ |
|
|
010 Токарная с ЧПУ |
396110 |
Патрон токарный |
Электро-механический |
Ø250 |
- |
|
020 Токарная с ЧПУ |
396110 |
Патрон токарный |
Электро-механический |
Ø250 |
- |
|
030 Вертикальна- сверлильная с ЧПУ |
3960хх |
Кондуктор станочное |
ручной |
- |
- |
2.4 Разработка операционного технологического процесса
2.4.1 Определение межоперационных припусков и операционных
размеров
Таблица 2.6 – Определение последовательности обработки детали.
|
Последовательность механической обработки Ø116F8( |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,Eу мм |
|
|
Квалитет с допуском |
Шераховато-сть, Rа, мкм |
|||
|
Отливка |
- |
Rz800 |
С базированием в 3-х кулачковом самоцентрируещем патроне |
- |
|
Растачивание черновое |
14(0,25) |
12,5 |
EБ=0 |
|
|
Растачивание получистовой |
11(0,16) |
6,3 |
EБ=0 |
|
|
Растачивание чистовое |
9(0,1) |
3,2 |
Eз=0,07 |
|
|
Растачивание тонкое |
7(0,015) |
1,6 |
||
Погрешность установки:
![]() EЗ = Eу
(2.7)
EЗ = Eу
(2.7)
где EБ – погрешность базирования, мм; EБ=0
EЗ – погрешность закрепления, мм; Eз=0,11мм
![]() мм
мм
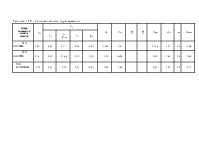
Таблица 2.7 – Аналитический расчет припусков, мм
|
Переходы механической обработки поверхности Ø116F8 |
Rz |
h |
ρ |
EУ |
Расчет-ный припуск 2Zmin |
Расчет-ный размер Dp |
Допуск |
Предельный размер |
Предельный размер |
||
|
d |
dmax |
2Zminпр |
2Zmaxпр |
||||||||
|
Отливка |
0,8 |
1,210 |
- |
- |
111,1 |
2,4
( |
108,7 |
111,1 |
- |
- |
|
|
Растачивание черновое Н14 |
0,1 |
0,1 |
0,0726 |
0,11 |
4,029 |
115,08 |
0,87 |
114,21 |
115,08 |
3,98 |
6,03 |
|
Растачивание получистовое Н11 |
0,05 |
0,05 |
0,0605 |
0,09 |
0,431 |
115,505 |
0,22 |
115,29 |
115,505 |
0,425 |
0,688 |
|
Растачивание чистовое Н9 |
0,005 |
0,005 |
0,0484 |
0,07 |
0,285 |
115,79 |
0,08 |
115,71 |
115,79 |
0,285 |
0,292 |
|
Растачивание тонкое Н7 |
0,0025 |
_ |
0,0242 |
0,07 |
0,22 |
116,01 |
0,035 |
115,975 |
116,010 |
0,22 |
0,265 |
|
Суммарный припуск: |
4,91 |
7,275 |
|||||||||
![]() (2.8)
(2.8)
D=115мм ; l=100мм
![]() =1
мкм;
=1
мкм;
![]() мкм
мкм
![]() (2.9)
(2.9)
![]() (2.10)
(2.10)
![]() (2.11)
(2.11)
![]()
ρост =ку ∙ ρзаг (2.12)
ρчерн=0,06∙1,210=0,0726 мм
ρпол=0,05∙1,210 =0,0605 мм
ρчист=0,04∙1,210 =0,0484мм
ρтон= 0,02∙1,210=0,0242мм
 (2.13)
(2.13)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
2Zoном=2Zomin+Вз- ВД=![]()
где  -
половина детали
-
половина детали
![]() -
допуск детали
-
допуск детали
Проверка правильности выполненных расчетов:
![]() ;
;![]()
![]() ;
;![]()
![]() ;
;![]()
![]() ;
;![]()
![]()
Таблица 2.8 – Табличный расчет припусков.
|
Переходы механической
обработки поверхности 142h12 |
Точность обработки |
Припуск табличный, Z, мм |
Расчёт размеров заготовки d или D, мм |
||
|
квалитет |
Допуск, мм |
Шероховатость, Rа, мкм |
|||
|
Получистовое точение |
h12 |
1,8 |
3,2 |
1,2 |
Ø142 |
|
Черновое точение |
h14 |
1,8 |
12,5 |
1,8 |
142+1,2=143,2 |
|
Отливка |
— |
1,8 |
— |
— |
143,2+1,8=145 |
Размер
заготовки: Ø145![]()
2.4.2 Определение режимов резания на проектируемые операции (переходы). Сводная таблица режимов резания
Аналитический расчет режимов резания.
Аналитический расчет режимов резания.
Операция 030.Сверлильная с ЧПУ; станок: 2С150ПМФ4.
Переход 3
1.Сверлить 4 отверстий :диаметром 10,2;
1 Выбор режущего инструмента
Для обработки принято
сверло из быстрорежущей стали Р6М5 с коническим хвостовиком. Геометрические
параметры: 2φ=1180 , ![]() ,α=110,
,α=110, ![]()
2 Расчет режимов резания
а) Глубина резания  мм б) Подача:
мм б) Подача:
рекомендуемая: Sо= 0,3 мм/об в) Стойкость:
Т=60 мин г) Скорость резания:
 (2.10)
(2.10)
где Сν=21,8;
q=0,25;
y=0,55;
m=0,125;
Кν=Кмν∙Кеν∙Кuν, (2.11)
Кv=0,9х1х1=1
 (2.12)
(2.12)
где n=1,3
Кеν=1;
Кuν=1.
Кν=1
 м/мин д) Частота вращения:
м/мин д) Частота вращения:
 ,
(2.13)
,
(2.13)
 мин-1
мин-1
принимаем: n=500 мин-1 е) Действительная скорость резания:
 ,
(2.14)
,
(2.14)
 м/мин
м/мин
Проверочный расчет ж) Осевая сила:
![]() (2.15)
(2.15)
где Ср=43,3
q=1;
y=0,8;
Кр=Кмр=
![]() n=0.6
n=0.6
Ро=![]() Н
Н
з) Крутящий момент:
![]() =
=![]() (2.16)
(2.16)
где Ср=43.3
q=2,0;
y=0,8;
![]() =
=![]()
По
паспорту станка Мкр=200![]()
Принимаем
Мкр=14,9![]()
и) Мощность резания:
 кВт
(2.17)
кВт
(2.17)
к) Проверочный расчет мощности:
![]() (2.18)
(2.18)
Nдв=11 кВТ
η=0,7
![]()
3 Машинное время
а) Длина резания:
lрез=12-0,6=11,4 мм б) Длина рабочего хода:
Lр.х.=lрез+yподв+у врез + уп (2.19)
yподв= уп=1мм у врез =![]()
Lр.х.=11,4+2+2=15,4 мм в) Машинное время:
 (2.20)
(2.20)
i=6
 мин
мин
Табличный расчет режимов резания.
Операция 020,токарная с ЧПУ;
Расточить отверстие 8, диаметром 115Н12;
1 Выбор режущего инструмента
Для обработки принят
расточной резец c углом в плане ![]() =95
=95![]() ,
снащён твердым сплавом ВК6
,
снащён твердым сплавом ВК6
Геометрические параметры ![]() =95
=95![]() ,
,
![]() ,
,
![]() ,
r=1мм.
,
r=1мм.
Пластина
2.Глубина резания  мм
мм
3.Длина рабочего хода
![]()
![]()
![]() ;
; ![]()
![]()
4. Подача (для черновой стадии )
![]()
![]()
![]()
![]()
![]()
![]() (при
отношении вылета резца к его высоте<3)
(при
отношении вылета резца к его высоте<3)
![]()
![]() (для
диаметральной детали до 250мм);
(для
диаметральной детали до 250мм);
![]() (для
резца ВК6)
(для
резца ВК6)
 Применяем
Применяем 
5. Стойкость:
![]()
6. Скорость резания:
![]()
 (при t=3мм; So до 0,5
(при t=3мм; So до 0,5![]() )
)
![]() (для инструментального мат-ла ВК6)
(для инструментального мат-ла ВК6)
![]() (для
чугуна)
(для
чугуна)
![]() (при
(при )
)
![]() (в
зависимости от механических свойств при AD<1700МПа)
(в
зависимости от механических свойств при AD<1700МПа)
![]() (при
обработки 4-х гранными пластинами с углом
(при
обработки 4-х гранными пластинами с углом ![]() )
)
![]()
![]() (обработка
с охлаждением)
(обработка
с охлаждением)
![]()

7. Частота вращения:
 ,
,
 мин-1
мин-1
корректировка по паспорту станка: n=228мин-1
8. Действительная скорость резания:
 ,
,
 м/мин
м/мин
9.Осевая сила:
![]()
Ро=![]() Н
Н
10. Минутная подача

11. Мощность резания:
![]()
![]()
12. Основное время:
 мин
мин
![]() - число проходов
- число проходов
Таблица 2.9 – Сводная таблица режимов резания.
|
Номер операции и модель станка |
Номер позиции, перехода |
Наименование установа, суппорта, перехода |
D или В, мм |
t, мм |
lРЕЗ, мм |
LРХ, мм |
i |
Подача |
n, мин-1 |
v, м мин |
ТО, мин |
ТМВ, мин |
|
|
SО, мм об |
SМ, мм мин |
||||||||||||
|
010 16А20Ф3 |
1 |
Точить торец 11 выдер.размер |
72 |
1,3 |
21,5 |
25 |
1 |
0,8 |
107.2 |
450 |
88,3 |
0,392 |
0,747 |
|
2 |
Точить пов.12 |
142 |
3 |
47 |
50 |
2 |
0,5 |
135 |
450 |
82 |
0,24 |
||
|
3 |
Точить торец15 |
204 |
1,2 |
31 |
35 |
1 |
0,42 |
63,84 |
450 |
100,2 |
0,657 |
||
|
020 16А20Ф3 |
1 |
Точить торец2 выдер. Размер 68 |
180 |
1,3 |
32 |
35 |
1 |
0,8 |
107.2 |
134 |
88,3 |
0,392 |
0,466 |
|
2 |
Расточить отверстие 14 |
97 |
2 |
1 |
4 |
1 |
0,5 |
114 |
228 |
81 |
0,349 |
||
|
3 |
Расточить отверстие 10 (чернавое) |
115 |
3 |
5 |
11 |
1 |
0,5 |
114 |
228 |
82 |
0,09 |
||
|
4 |
Расточить отверстие 10 (получисто) |
115,3 |
1,3 |
62 |
65 |
1 |
0,45 |
135 |
300 |
107,6 |
0,299 |
||
|
5 |
Расточить отверстие 10 (чист) |
115,7 |
0,2 |
62 |
65 |
1 |
0,25 |
100 |
400 |
144,1 |
0,41 |
||
|
6 |
Расточить отверстие 10 (тонкое) |
116 |
0,15 |
62 |
65 |
1 |
0,1 |
50 |
500 |
180,6 |
0,83 |
||
|
7 |
Расточить канавку 8 |
140 |
1 |
1 |
12 |
2 |
0,12 |
36 |
300 |
112,1 |
0,11 |
||
Продолжение таблицы 2,9
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
030 2С150ПМ Ф4 |
1 |
Фрезеровать 2 паза3 |
116,5 |
10 |
64 |
64 |
3 |
0,12 |
100 |
125 |
87 |
0,56 |
|
|
2 |
Центровать 4 отв.13 последовательно |
6,3 |
3,15 |
4 |
6 |
4 |
0,2 |
50 |
400 |
31,8 |
0,26 |
||
|
3 |
Сверлить 4 отв.13 последовательно |
10,2 |
5,1 |
11,4 |
15,4 |
4 |
0,3 |
50 |
500 |
16 |
0,41 |
||
|
4 |
Снять 4 фаски в отверстиях13 |
16 |
8 |
4 |
6 6 |
4 |
0,1 |
50 |
200 |
80 |
0,23 |
||
|
5 |
Нарезать4 резбу |
12 |
1,5 |
17 |
20 |
4 |
1,5 |
50 |
80 |
200 |
0,33 |
0,32 |
|
|
|
|||||||||||||
2.4.4 Нормирование проектируемой операции. Сводная таблица норм временем
Операция 010 −’’Токарная с ЧПУ’’
(Станок модели 16А20Ф3)
Определение машинно-вспомогательного времени
![]()
![]() -
время на автоматическую смену инструмента.
-
время на автоматическую смену инструмента.
![]()
![]() -кол-во
позиций, на которые поворачивается головка
-кол-во
позиций, на которые поворачивается головка
![]() -
время поворота на 1 позицию
-
время поворота на 1 позицию
![]() -
время фиксации револьверной головки
-
время фиксации револьверной головки
![]() ;
;
![]() (приложение 46)
(приложение 46)
![]() -
Машино- вспомогательное время на выполнение автоматических вспомогательных
ходов и технологические паузы.
-
Машино- вспомогательное время на выполнение автоматических вспомогательных
ходов и технологические паузы.
![]() -
время на изменение частоты вращения и подачи на оборот.
-
время на изменение частоты вращения и подачи на оборот.
Для обработки детали используется 4 инструмента.
За время обработки револьверная головка поворачивается на 6 поз. и 4 раза фиксируется.
![]()
![]() подача
и частота вращения изменяется 3 раз
подача
и частота вращения изменяется 3 раз
![]()
 (по
паспорту станка)
(по
паспорту станка)
Где ![]() -
длина пути i-ого участка автоматического
вспомогательного хода
-
длина пути i-ого участка автоматического
вспомогательного хода
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.