ЗАДАНИЕ
1. Рассчитать параметры режущей и калибрующей частей круглой протяжки для одинарного и группового резания.
2. Выбрать оптимальный вариант:
a. По силам резания
b. По длине протяжки
Порядок выполнения работы.
1. Рассчитать основные конструктивные размеры и установить геометрические параметры протяжки одинарного резания;
2. Рассчитать основные конструктивные размеры и установить геометрические параметры протяжки группового (2 и 3 зуба в группе) резания;
3. Произвести проверочный расчет протяжек на прочность;
4. построить профиль режущих зубьев (в осевом и поперечном сечениях М5:1);
* * * * * * * * * * * *
I. ОПРЕДЕЛЕНИЕ РАДИАЛЬНОГО ПРИПУСКА НА ПРОТЯГИВАНИЕ
![]()
диаметр сверла для предварительной обработки отверстия
![]()
окончательный диаметр сверла приниматься кратным 0,1 мм.
II. подъем на зуб.
Устанавливается по табл.1
|
Таблица I Выбор подъема на зуб |
||
|
Обрабатываемый материал и σв, МПа |
Δ,мм |
|
|
Сталь углеродистая и малолегированная |
500 500-750 750 |
0,015-0,020 0,025-0,030 0,015-0,025 |
|
Сталь высоколегированная |
800 800 |
0,025-0,030 0,010-0,025 |
Чугун |
Серый Ковкий |
0,03-0,08 0,05-0,10 |
|
Алюминий Бронза, Латунь |
0,02-0,05 0,05-0,12 |
|
III. ГЕОМЕТРИЯ ЗУБЬЕВ
1. Передний и задний углы назначается по табл.2 для всех зубьев протяжки
|
Обрабатываемый материал |
Передний угол γ, град |
Задний угол α, град |
||
|
зубья режущие |
зубья калибрующие |
|||
|
Сталь |
sв £ 600 МПа |
18…20 |
2…4 |
1…1,5 |
|
sв = 600…1000 МПа |
12…15 |
|||
|
sв >1000 МПа |
8…10 |
|||
|
Чугун |
HB£150 |
8…10 |
||
|
HB>150 |
5…8 |
|||
|
Алюминий |
20…25 |
|||
|
Латунь, бронза |
5…10 |
|||
3. Форма и размеры зубьев (рис.1)
а) глубина впадины
![]()
где: D- подъем на зуб, равный толщине стружки (см. табл.1); мм
L- длина шлицевой втулки, мм
k- коэффициент заполнения впадины, устанавливаемый по табл.3.
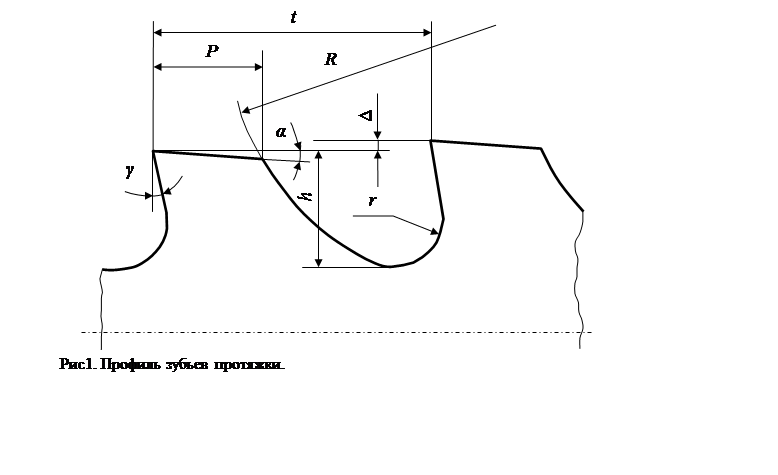 |
Таблица 3Минимально допустимый коэффициент заполнения впадины протяжки |
||||||||
|
Подъем на зуб D, мм |
Тип протяжки |
Обрабатываемый материал |
||||||
|
Сталь |
Чугун Бронза Латунь |
Алюминий |
||||||
|
sв £ 400 МПа |
sв =600 МПа |
sв > 600 МПа |
||||||
|
до 0,04 |
Одинарная |
3 |
2,5 |
3 |
1,5 |
2 |
||
|
Групповая |
2,4 |
2 |
2,4 |
1,2 |
1,6 |
|||
|
0,03…0,07 |
Одинарная |
4 |
3 |
3,5 |
2 |
3 |
||
|
Групповая |
3,2 |
2,4 |
2,8 |
1,6 |
2,4 |
|||
|
от 0,07 |
Одинарная |
4,5 |
3,5 |
4 |
2,5 |
3,5 |
||
|
Групповая |
3,6 |
2,8 |
3,2 |
2 |
2,8 |
|||
б) шаг зубьев
![]()
При выборе шага зубьев необходимо, чтобы
 ;
;
в) ![]() ;
;
г) ![]() ;
;
д) ![]() .
.
IV. РАСЧЕТ ПРОТЯЖЕК НА. ПРОЧНОСТЬ.
Действующее напряжение растяжения в опасном сечении протяжки определяется зависимостью:
где: Pz- главная составляющая силы резания при протягивании в H;
F0 - площадь опасного сечения тела протяжки в мм2. Опасным сечением является поперечное сечение тела протяжки по хвостовой части или по впадине первого круглого режущего зуба.
x- коэффициент, учитывающий форму закругления у дна впадины протяжки по табл.4.
Таблица 4
|
Радиус закругления дна впадины r-мм (см.рис.2) |
1 |
2 |
3 |
4 |
5 |
|
Значение поправочного коэффициента x |
1.0 |
1.1 |
1.2 |
1.3 |
1.4 |
Допускаемое напряжение растяжения для закаленных инструментальных сталей: ХВГ - [s]=250 Мпа; Р18, Р9 - [s]=300 МПа
При sв>[s] необходимо увеличить шаг зубьев протяжки - t и все пропорции профиля зуба пересчитать с учетом нового значения величины t.
Определение
тягового усилия при протягивании - ![]()
1. Для круглых зубьев
![]()
где pуд – выбирается из рис. 2 или табл.6
![]() - наибольшее количество одновременно
работающих зубьев при протягивании.
- наибольшее количество одновременно
работающих зубьев при протягивании.
где: L- осевая длина протягиваемого отверстия;
t- шаг зубьев, мм.
Поправочные
коэффициенты ![]() ,
, ![]() и
и ![]() по
таблице 5.
по
таблице 5.
Поправочные коэффициенты для
силы протягивания - ![]()
|
Обознач. коэфф. |
|
|
|
||||||||
|
Переменный параметр |
Передний угол g |
Степень затупления протяжки |
Смазочно-охлаждающая жидкость |
||||||||
|
Значение параметра |
5° |
10° |
15° |
20° |
острая |
затупленная |
СФ |
ЭМ |
РМ |
БС |
|
|
Поправочный коэффициент |
Для стали |
1,13 |
1 |
0,93 |
0,85 |
1 |
1,15 |
1 |
1 |
0,9 |
1,34 |
|
для чугуна |
1,1 |
1 |
0,95 |
- |
1 |
1,15 |
- |
0,9 |
- |
1 |
|
|
Затупление, соответствующее ширине зоны износа по задней грани и краям режущей кромки от 0,15 мм |
|||||||||||
|
СФ - сульфофрезол; ЭМ – 10% эмульсия; РМ - растительное масло; БС - без смазочно-охлаждающей жидкости. |
|||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.


