ВВЕДЕНИЕ
Круглые фасонные резцы широко применяются при серийной обработке внешних и внутренних фасонных поверхностей вращения.
При высокой производительности труда они оформляют поверхности с достаточной шероховатостью (Ra=2,5…5) и точностью обработки (9-й - 7-й квалитета).
Ниже приводятся основные указания по проектированию круглых фасонных резцов радиального типа для обработки внешних фасонных поверхностей вращения..
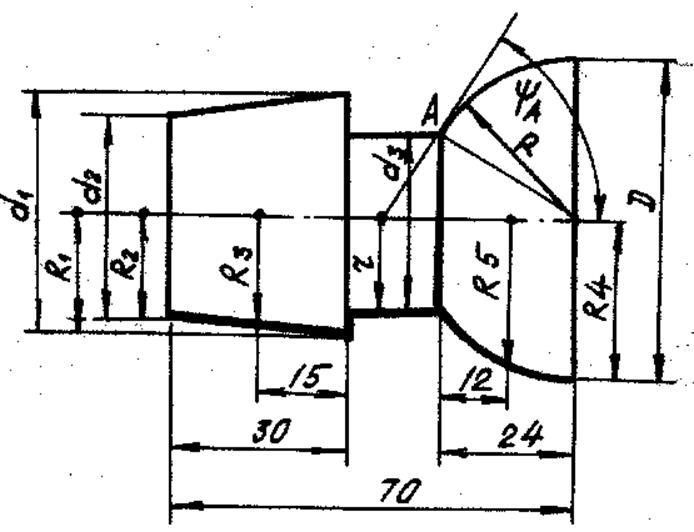
I. КОНСТРУКТИВНЫЕ РАЗМЕРЫ (рис. I)
Конструктивные размеры резцов выбираются в зависимости от наибольшей глубины профиля ![]() , обрабатываемой поверхности
по табл. I.
, обрабатываемой поверхности
по табл. I.
![]()
где ![]() - наибольшая
глубина профиля обрабатываемой поверхности, мм
- наибольшая
глубина профиля обрабатываемой поверхности, мм
![]() - наибольший
и наименьший диаметры обрабатываемой поверхности, мм.
- наибольший
и наименьший диаметры обрабатываемой поверхности, мм.
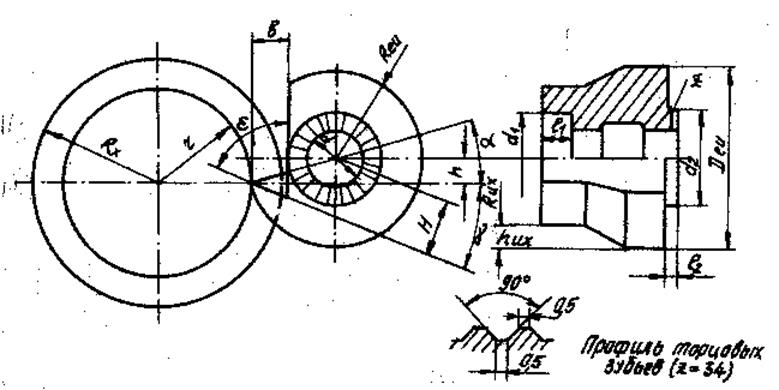
Рис. 1. Основные конструктивные размеры круглых фасонных резцов.
II. ПЕРЕДНИЕ И ЗАДНИЕ УГЛЫ
Передние и задние углы для резцов из быстрорежущей стали назначаются по табл.2.
Табличные значения углов следует относить к точке обрабатываемой поверхности, лежащей на наименьшем радиусе в плоскости перпендикулярной оси вращения.
Таблица I
фасонных резцов (см. рис.1)
|
размеры в мм |
||||||
|
tмакс |
Deu |
dH9 |
d1 |
d2 |
l2 |
bмакс |
|
4 |
30 |
10 |
16 |
16 |
3 |
7 |
|
6 |
40 |
13 |
20 |
20 |
3 |
10 |
|
8 |
50 |
16 |
25 |
26 |
3 |
12 |
|
10 |
60 |
16 |
25 |
32 |
3 |
14 |
|
12 |
70 |
22 |
34 |
35 |
4 |
17 |
|
15 |
80 |
22 |
34 |
40 |
4 |
20 |
|
18 |
90 |
22 |
34 |
45 |
5 |
23 |
|
21 |
100 |
27 |
40 |
50 |
5 |
26 |
![]() , где L
- осевая длина обрабатываемой поверхности, мм
, где L
- осевая длина обрабатываемой поверхности, мм
![]()
Выбор передних и задних углов круглых фасонных резцов, изготовленных из быстрорежущей стали PI8
|
Обрабатываемый материал |
Углы, град. |
|
|
передний γ |
задний α |
|
|
Сталь σвр > 800 МПа Сталь σвр = 500-800 МПа Сталь σвр < 500 МПа Латунь ЛС-59 Латунь Л-62 |
0-5 5-10 10-20 0-5 5-10 |
10-20 |
III. ПРОФИЛИРОВАНИЕ РЕЗЦОВ
Профилирование круглых фасонных резцов производится аналитическим способом по сечению, проходящему через ось резца.
УСЛОВИЯ: ось и передняя грань резца располагаются параллельно оси обрабатываемой поверхности вращения.
Исходные данные:
r - наименьший радиус обрабатываемой поверхности, мм;
Rx- текущий радиус обрабатываемой поверхности, мм;
Rx>r
Reu-наибольший внешний радиус резца, мм; устанавливается по табл. I
Reu=0,5Deu, мм.
γ и α - передний и задним углы по таб.
1. Смещение оси резца
![]()
2. Расстояние от оси резца до передней грани
![]()
3. Вспомогательный угол
4. 4. Вспомогательная величина
![]()
5. Вспомогательный угол

6. Текущий сопряженный радиус резца
7. Сопряженная глубина профиля резца в радиальном сечении
![]()
ПРИМЕЧАНИЯ:
Расчеты по пунктам 3-7 следует выполнять базовых точек обрабатываемой поверхности.
Обычно рекомендуется криволинейный участок профиля резца заменить дугой окружности, проведенной через три базовые точки профилирующего участка.
IV. АНАЛИЗ УГЛОВ
1. Задний угол в нормальном сечении профиля резца
2. Передний угол в нормальном сечении профиля резца
Здесь принято: αN и γN - задний и передний углы в нормальном сечении профиля резца, град..
ψ - угол между касательной в точке профиля резца на расстоянии Rux и осью резца, град. ψ и Rux принимаются для одной и той же точки профиля резца. Практически угол ψ замеряется транспортиром с возможной погрешностью до 2 - 3°.
α и γ- задний и передний углы в плоскости перпендикулярной оси резца на радиусе Reu (α и γ и выбираются по таблице 2).
Reu - наибольший внешний радиус резца заданная по табл. I).
Rux - текущий сопряженный радиус резца, мм (определяется по п.6 методики, раздела III)
Допускается ![]() .
.
При αN < 1° следует увеличить исходный задний угол α и все расчеты по аналитическому профилированию резца повторить; или задаваясь минимальным значением αN определяют необходимый задний угол α в исходном сечении по формуле
Для
круглых резцов в отдельных случаях допускается ![]() .
.
ОПРЕДЕЛЕНИЕ СТРЕЛЫ ВОГНУТОСТИ НА КОНИЧЕСКОМ УЧАСТКЕ ПРОФИЛЯ РЕЗЦА
1. Средний радиус конического участка обрабатываемой поверхности
![]()
где: R1 и r2- радиус большего и меньшего сечения конического участка обрабатываемой поверхности, мм.
2. По методике (см. § III) определяются сопряженные размеры резца, т.е. находят:
![]() ,
, ![]() ,
, ![]()
3. Средний радиус резца
![]()
4. Стрела вогнутости в направлении перпендикулярном оси резца
![]()
При ![]() допуску на
изготовление, профиль резца на коническом его участке делается с прямолинейной
образующей.
допуску на
изготовление, профиль резца на коническом его участке делается с прямолинейной
образующей.
Если ![]() > допуска, профиль
резца делается криволинейным и заменяется дугой окружности. Радиус и координаты
заменяющей подсчитываются методами аналитической геометрии по известным
координатам 3-х точек
> допуска, профиль
резца делается криволинейным и заменяется дугой окружности. Радиус и координаты
заменяющей подсчитываются методами аналитической геометрии по известным
координатам 3-х точек ![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.