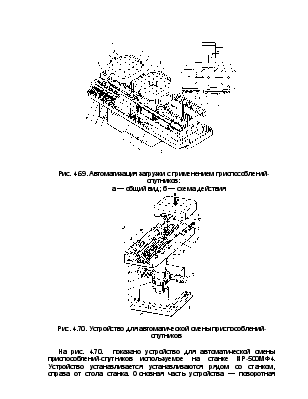
установке спутника на платформу (перемещение по стрелке Б) он своим фигурным вырезом 12 входит в зацепление с захватом 14 штока гидроцилиндра. На платформе спутник базируется своими нижними направляющими на роликах 9 и центрируется по боковым сторонам ролика 8. Это исходное положение спутника в позиции ожидания. Если шток гидроцилиндра 10 начнет перемещаться, вместе с ним покатится по роликам спутник.
На рисунке показано выдвинутое положение штока второго гидроцилиндра 13. Захват 6 переместился по направляющей штанге и заставил спутник прокатиться по роликам 9 и 8 в направлении стрелки А на поворотный стол станка (этот спутник и стол станка на схеме не показаны) . На поворотном столе спутник автоматически опустился на фиксаторы. Благодаря этому захват 6 штока гидроцилиндра 13 расцепился со спутником, стол станка вместе с закрепленным на нем спутником на быстром ходу переместился в зону обработки.
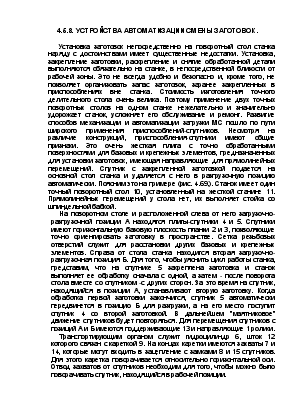
Закрепляют заготовку на спутнике во время обработки другой заготовки, когда спутник находится в позиции ожидания или заранее вне станка. Во втором случае спутник поступает на платформу 7 вместе с закрепленной на нем заготовкой.
После того, как очередная заготовка будет обработана, стол станка автоматически на быстром ходу передвинется вправо к устройству для смены спутников и остановиться в положении, когда фигурный паз спутника окажется точно под захватом Б. Гидроцилиндр поворотного стола станка приподнимает спутник над фиксаторами, и произойдет сцепление спутника с захватом 6. Вслед за этим масло под давлением поступит в штоковую полость гидроцилидра 13, шток сместится в крайнее правое положение, увлекая за собой спутник с заготовкой. К этому времени оператор, обслуживающий станок, установит и закрепит на спутнике 11 следующую заготовку. Теперь на платформе окажутся два спутника. Левый — с обработанной деталью, правый — с ожидающей обработки заготовкой. Нужно поменять их местами. Для этого платформа поворачивается на стойке 15 зубчатым колесом 3, сцепленным с рейкой 4. Рейку перемещают гидроцилиндры 5 и 16. После поворота платформы на 180° спутник 11с заготовкой, поступившей в левую позицию, выталкивается гидроцилиндром 10 на поворотный стол станка, а со второго спутника снимают (во время работы станка) обработанную деталь и на него устанавливают следующую заготовку. В дальнейшем цикл работы устройства повторяется. Установка и снятие заготовок и обработанных деталей перекрывается машинным временем. Вспомогательное время затрачивается только на подход стола станка к платформе смены спутников, на отцеп-ление и перемещение спутника с обработанной деталью на платформу, на поворот платформы на 180°, подачу другого спутника с закрепленной заготовкой на стол станка и возврат стола в рабочую зону.
Поясним некоторые конструктивные особенности устройства для автоматической смены спутников.
Подвод масла под давлением к гидроцилиндрам 10 и 13 осуществ ляется через вертикальные каналы, имеющиеся в стойке, и муфту, не показанные на схеме. В конце хода штоков для плановой остановки используется торможение.
Для упрощения подачи масло подается в полости гидроцилиндров параллельно. Однако во время сталкивания спутника с платформы должен срабатывать только один цилиндр, тот, против захвата которого находится в этот момент стол станка. Поэтому прошлось предусмотреть установку в платформе выдвижных (снизу вверх) упоров, размещенных около захватов в тех местах, где они находятся при уплотненных штоках.
Для затормаживания одного из штоков, который в данной части цикла не должен перемещаться, соответствующий упор выдвигается из платформы. Для поднятия каждого из упоров служит копир, на который наезжает стержень упора при повороте платформы на 180° в ту или другую сторону.
Контроль срабатывания гидроцилиндров и выполнения всех элементов цикла смены спутников обеспечивают бесконтактные конечные выключатели.
Полное время, затрачиваемое на автоматическую смену спутников на столе станка, составляет 45 с.
Точная выверка положения платформы устройства смены спутников
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.