 |
|||
 Министерство образования Республики Беларусь
Министерство образования Республики Беларусь
Гомельский государственный
технический университет
им. П.О. Сухого
Кафедра: ’’Обработка материалов давлением’’
![]()
ПРАКТИЧЕСКОЕПОСОБИЕ
К лабораторному занятию по теме
“Измерение точности открытого
однокривошипного пресса простого действия”
по курсу “Теория, расчеты и конструкции ПШО”
для студентов специальностей Т.02.02.02 и Т.02.02.07
ГОМЕЛЬ 2001
МИНИСТЕРСТВО ОБРАЗОВАНИЯ
РЕСПУБЛИКИ БЕЛАРУСЬ
ГОМЕЛЬСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
имени. П.О. СУХОГО
Кафедра: ’’Обработка материалов давлением’’
ПРАКТИЧЕСКОЕ ПОСОБИЕ
К лабораторному занятию по теме
“Измерение точности открытого
однокривошипного пресса простого действия”
по курсу “Теория, расчеты и конструкции ПШО”
для студентов специальностей Т.02.02.02 и Т.02.02.07
ГОМЕЛЬ 2001
УДК 621.967
Составили: Буренков В.Ф., Стрикель Н.И.
Практическое пособие к лабораторному занятию по теме: ”Измерение точности открытого однокривошипного пресса простого действия” по курсу “Теория, расчёты и конструкции ПШО” для студентов специальностей Т.02.02.02 и Т.02.02.07.-Гомель: ГГТУ,2001.- 11с.
Рецензент: к.т.н., доцент Лепший А.П.
|
ИЗМЕРЕНИЕ ТОЧНОСТИ ОТКРЫТОГО ОДНОКРИВОШИПНОГО ПРЕССА ПРОСТОГО ДЕЙСТВИЯ
Продолжительность работы – 2 часа.
Цель работы: ознакомление с методикой измерения точности кривошипных прессов простого действия и применяемыми для этого средствами.
1.
ОБОРУДОВАНИЕ, ОСНАСТКА,
ИНСТРУМЕНТ. Кривошипный пресс простого действия КД2124Е номинальным усилием 250
кН, линейки поверочные шипов ШМ и ШД классов точности 0,1 и 2 по ГОСТ8025,
индикатор часового типа с ценой деления 0,01 мм по ГОСТ577, индикатор
многооборотный с ценой деления 0,001 по ГОСТ 9696, угольник поверочный 900
типа УШ с широким основанием точности 0 по ГОСТ 3749, щупы класса точности 2
по ГОСТ 682, оправка цилиндрическая (предельное отклонение от цилиндричности
0,002 мм на длине 100 мм, с радиальным биением 0,003 мм и шероховатостью
цилиндрической поверхности ![]() мкм), призматические опоры по ГОСТ15961.
мкм), призматические опоры по ГОСТ15961.
Рекомендуемые средства измерения обеспечивают заданную точность измерения при проведении проверок точности прессов.
2. ВЫПОЛНЕНИЕ РАБОТЫ
Измерение точности однокривошипных прессов простого действия производится согласно ГОСТ9408 – 89 при минимальных зазорах в направляющих, обеспечивающих движение ползуна. На основании сравнения фактических значений измерений с допускаемыми значениями делается заключение о точности пресса. Нормы точности должны соответствовать значениям указанным в проверках 2.1…2.6. Точность изготовления и сборки кривошипных прессов влияет на точность отштампованных изделий и стойкость штамповой оснастки. Устанавливаются следующие методы измерений и нормы геометрической точности прессов.
2.1. ПЛОСКОСТНОСТЬ ПОВЕРХНОСТИ СТОЛА, ВЕРХНЕЙ И НИЖНЕЙ ПОВЕРХНОСТИ ПОДШТАМПОВОЙ ПЛИТЫ И НИЖНЕЙ ПОВЕРХНОСТИ ПОЛЗУНА
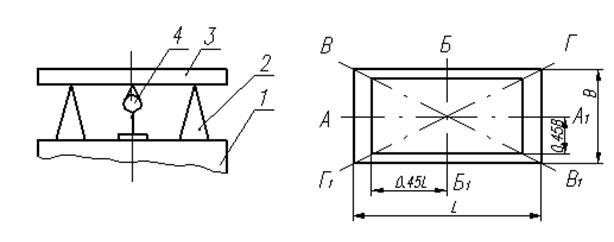
Допуск плоскостности 0,06 на длине 1000 мм. Выпуклость не допускается. Измерения плоскостности нижней поверхности ползуна можно производить до установки его на пресс. Измерения производятся в соответствии со схемой указанной на рис. 1.
|
На измеряемую поверхность 1 устанавливают призматические опоры 2 равной высоты, на которые кладут поверочную линейку 3. Под поверочную линейку помещают индикатор 4 на специальной стойке так, чтобы его измерительный наконечник касался измерительной поверхности линейки.
Измерения проводят по диагональным (ВВ1 и ГГ1), крайним продольным (АА1) и поперечным (ББ1) сечениям. Отклонение от плоскостности не контролируют на расстоянии 0,05 длины от края поверхности.
Отклонение от плоскостности равно наибольшей разности показаний индикатора.
Плоскостность опорных поверхностей стола и ползуна допускается измерять щупом. При проверке с помощью щупа измеряется просвет между поверочной гранью линейки и контролируемой поверхностью по различным направлениям. Поверхности длиной до 630 мм можно контролировать с помощью поверочной плиты ”на краску” (число пятен в квадрате 25х25 мм должно быть не менее 12).
2.2. ПАРАЛЛЕЛЬНОСТЬ ВЕРХНЕЙ И НИЖНЕЙ ПОВЕРХНОСТЕЙ ПОДШТАМПОВОЙ ПЛИТЫ
Допуск параллельности 0,05 на длине 1000мм.
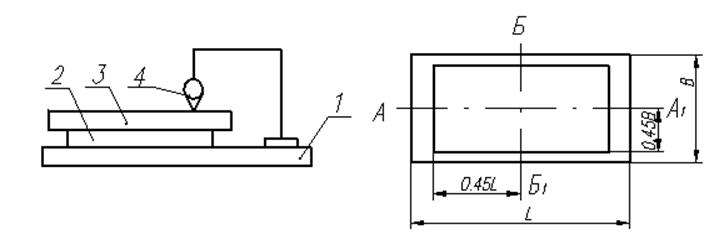
Измерения проводят в соответствии со схемой, указанной на рис.2.
|
На поверхность поверочной плиты 1 устанавливают подштамповую плиту 2 и поверочную линейку 3. Индикатор 4 на стойке устанавливается на поверочной плите так, чтобы его измерительный наконечник касался поверхности поверочной линейки.
Измерения проводят в направлениях АА1 и ББ1. Отклонение от параллельности равно наибольшей разности показаний индикатора.
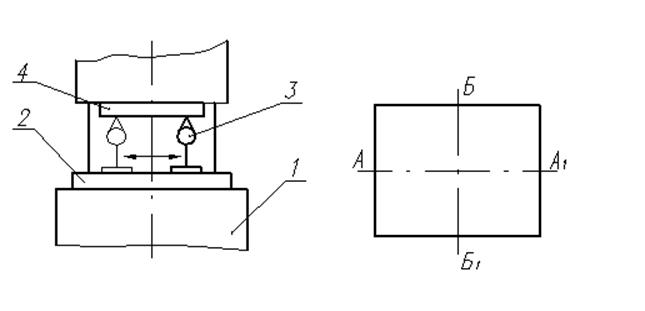
2.3. ПАРАЛЛЕЛЬНОСТЬ НИЖНЕЙ ПОВЕРХНОСТИ ПОЛЗУНА ПОВЕРХНОСТИ СТОЛА ИЛИ ВЕРХНЕЙ ПОВЕРХНОСТИ ПОДШТАМПОВОЙ ПЛИТЫ
Измерения проводят в соответствии со схемой указанной на рис. 3.
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.