|
2. Расчет основных и вспомогательных
отделений реконструируемого цеха.
2.1 Расчет производственной программы цеха.
Производственная программа определяет
общий объем производства и может быть точной, приведенной или условной.
Точную
(подетальную) производственную программу составляют в случае массового и
крупносерийного производства.
Для серийного и мелкосерийного
производства обычно оформляют приведенную производственную программу.
Условная производственная программа
используется при единичном характере производства.
Производственная программа
реконструируемого цеха рассчитывается по формуле (2.1):
(2.1)
где:
N — годовая программа выпуска отливок, т;
(N=18тыс.т/год)
А — заданная годовая программа выпуска
изделий, шт.;
m — масса отливок на одно изделие, кг;
n — количество конкретных видов изделий,
шт.
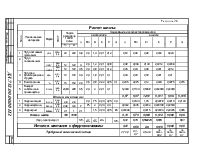
Расчетные
данные сведены в таблицу «Расчет производственной программы цеха» (табл.
2.1).
2.2 Режимы работы и фонды времени.
Среди режимов работы литейных цехов
различают: параллельный, ступенчатый и комбинированный. Цехи массового,
крупносерийного и частично серийного производства работают на параллельном
режиме, который предусматривает совмещение отдельных операций по времени и
месту (отделению, участку). При параллельном режиме литейные цеха, как правило,
работают в две смены. Исключение составляют цеха с уникальным оборудованием,
требующим трехсменного режима работы.
По отличному от
основного режима могут работать некоторые цеховые отделения, участки или
отдельные виды оборудования. Реконструируемый цех работает в параллельном,
двухсменном режиме работы и в соответствии с выбранным режимом выбирают
следующие фонды времени работы оборудования и рабочих (табл.2.2).
|