3.2.2. Выбор способа изготовления форм
и типа формовочного оборудования
Исходя из выбранного технологического процесса, изготовления форм в проектируемом цеху крупносерийного производства можно осуществлять на формовочном участке нанесение облицовки и сборки кокилей автоматической линии для изготовления отливок в облицованный кокиль.
Нанесение облицовки на кокиль на автоматических линиях отечественного производства и на зарубежных аналогах производится пескодувным способом на четырёх позиционных карусельно-пескодувных агрегатах челночного типа.
Для проектируемого цеха выбираем автоматическую линию для изготовления отливок в облицованный кокиль модели А82М. Линия разработана в НИИСЛе и выпускается Тираспольским заводом литейных машин.
Линия А82М представляет собой замкнутый прямоугольник состоящий из двух продольных и двух поперечных ветвей. Она имеет отдельные, имеющие самостоятельное управление участки, заливки, разборки форм, выбивки отливок, очистки кокилей, охлаждение кокилей. Модель А82М снабжена встроенным термостатом для нагрева кокилей и моделей. Механизмы и агрегаты связаны между собой приводными рольгангами, обеспечивающими работу участков в заданном режиме.
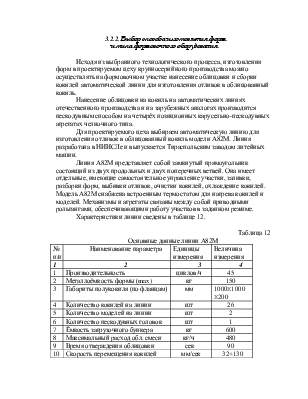
Характеристики линии сведены в таблице 12.
Таблица 12
Основные данные линии А82М
|
№ п/п |
Наименование параметра |
Единицы измерения |
Величина измерения |
|
1 |
2 |
3 |
4 |
|
1 |
Производительность |
циклов/ч |
45 |
|
2 |
Металлоёмкость формы (max) |
кг |
150 |
|
3 |
Габариты полукокиля (по фланцам) |
мм |
1000X1000 X200 |
|
4 |
Количество кокилей на линии |
шт |
26 |
|
5 |
Количество моделей на линии |
шт |
2 |
|
6 |
Количество пескодувных головок |
шт |
1 |
|
7 |
Ёмкость загрузочного бункера |
кг |
600 |
|
8 |
Максимальный расход обл. смеси |
кг/ч |
480 |
|
9 |
Время отверждения облицовки |
сек |
90 |
|
10 |
Скорость перемещения кокилей по рольгангу |
мм/сек |
32÷130 |
|
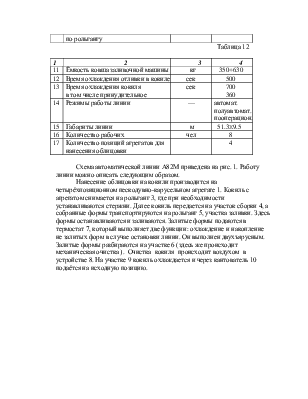
Таблица 12 |
|||
|
1 |
2 |
3 |
4 |
|
11 |
Ёмкость ковша заливочной машины |
кг |
350÷630 |
|
12 |
Время охлаждения отливки в кокиле |
сек |
500 |
|
13 |
Время охлаждения кокиля в том числе принудительное |
сек |
700 360 |
|
14 |
Режимы работы линии |
— |
автомат. полуавтомат. пооперацион. |
|
15 |
Габариты линии |
м |
51.3X9.5 |
|
16 |
Количество рабочих |
чел |
8 |
|
17 |
Количество позиций агрегатов для нанесения облицовки |
4 |
|
Схема автоматической линии А82М приведена на рис. 1. Работу линии можно описать следующим образом.
Нанесение облицовки на кокили производится на четырёхпозиционном пескодувно-карусельном агрегате 1. Кокиль с агрегатом снимается на рольганг 3, где при необходимости устанавливаются стержни. Далее кокиль передается на участок сборки 4, а собранные формы транспортируются на рольганг 5, участка заливки. Здесь формы останавливаются и заливаются. Залитые формы подаются в термостат 7, который выполняет две функции: охлаждение и накопление не залитых форм в случае остановки линии. Он выполнен двухъярусным. Залитые формы разбираются на участке 6 (здесь же происходит механическая очистка ). Очистка кокиля происходит воздухом в устройстве 8. На участке 9 кокиль охлаждается и через кантователь 10 подаётся на исходную позицию.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.