нужно выбрать оптимальное положение станка для всех деталей, обрабатываемых на нем. На плане цеха намечают такое положение станков, которое соответствует кратчайшему пути движения всех деталей, обрабатываемых на данной линии станков.
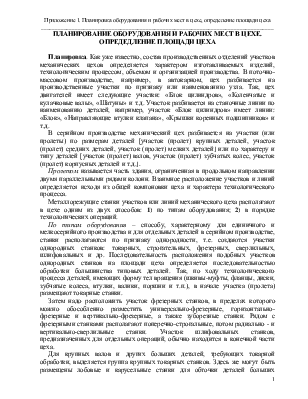
При вычерчивании габаритов станка принимают его контур по крайним выступающим частям, причем в габарит входят крайние положения движущихся частей. Для револьверных станков и автоматов, обрабатывающих детали из прутка, в габарит станка входит также наибольшая длина выступающей части прутка, что дает более правильное представление о фактически требующейся площади, с приданием в то же время простой формы контуру изображения станка. Каждому типу станка дается условное графическое изображение. Для примера на рис.1.3 даны габариты некоторых наиболее распространенных станков в масштабе 1:100 (габариты агрегатных станков поз.40-47 изображены без соблюдения масштаба). Характеристики этих станков приведены в табл.1.1.

Таблица 1.1
Характеристики металлорежущих станков (к рис.1.3)
|
Станки |
Модель станка |
Основные размеры, мм |
Габаритные размеры (длина |
Вес, кг |
Цена, руб |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Токарно-винторезный (1) |
1K62 |
Наибольший диаметр обработки
детали расстояния между центрами 220 |
3212 |
2401 |
1500 |
|
Токарный с программным управлением (2) |
1K62M |
150 |
3413 |
2950 |
8000 |
|
Токарно-винторезный (3) |
163 |
340 |
4950 |
5000 |
3200 |
|
Токарно-гидрокопирова-льный полуавтомат (4) |
1722 |
200 |
2930 |
5500 |
4500 |
|
Токарно-гидрокопирова-льный полуавтомат (5) |
1732A |
315 |
3500 |
8000 |
8910 |
|
Токарный многорезный полуавтомат с двусторонним приводом для шатунных и каретных коленчатого вала (6) |
MK-139M |
Наибольший диаметр детали d 425 |
5080 |
13600 |
13140 |
|
Токарный восьмишпиндельный горизонтальный прутковый автомат (7) |
1A240-8 |
Наибольший диаметр прутка d 32 |
5880 |
9000 |
15800 |
|
Токарно-револьверный с горизонтальной осью револьверной головки, прутковый (8) |
1341 |
Наибольший диаметр прутка d 40 |
3000 |
2200 |
2520 |
|
Токарно-револьверный с вертикальной осью револьверной головки, прутковый (9) |
1365 |
Наибольший диаметр прутка d 80 |
5746 |
4250 |
3650 |
|
Токарно-револьверный одношпиндельный прутковый автомат (10) |
1Б136 |
Наибольший диаметр прутка d 36/42 |
1870 |
1750 |
2500 |
|
Токарный восьмишпиндельный вертикальный полуавтомат последовательного действия (11) |
1K282 |
Наибольший диаметр детали d 200 |
3094 |
18000 |
13040 |
|
Токарно-карусельный, одностоечный (12) |
1510 |
Наибольший диаметр детали d 1000 |
2510 |
9000 |
7000 |
Продолжение табл.1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Горизонтально-расточный с неподвижной передней стойкой, поворотным столом и планшайбой (13) |
2620 |
Диаметр выдвижного шпинделя d 90 |
5470 |
10870 |
15000 |
|
Алмазно-расточный (14) |
278H |
Рабочая поверхность стола (длина 1200 |
1200 |
1850 |
1160 |
|
Вертикально сверлильный одношпиндельный (15) |
2A135 (2H135) |
Наибольший диаметр сверления d 35 |
810 |
1350 |
620 |
|
Широкоуниверсальный фрезерный (17) |
6М82Ш |
Размеры стола 1250 |
2100 |
3150 |
2550 |
|
Горизонтально-фрезерный (18) |
6М83Г |
Размеры стола 400 |
2565 |
3650 |
2300 |
|
Вертикально-фрезерный (19) |
6М1ЗП |
Размеры стола 400 |
2565 |
4150 |
2480 |
|
Продольно-фрезерный двухшпиндельный (20) |
001 М |
Размеры стола 320 |
2300 |
4650 |
4710 |
|
Копировально-фрезерный с программным управлением (21) |
6440 ПР |
Размеры стола 1000 |
2600 |
5500 |
20000 |
|
Резьбофрезерный полуавтомат (22) |
KT44A |
Наибольший
d 160 |
2231 |
2600 |
4720 |
|
Поперечно строгальный (23) |
7M06 |
Наименьший и наибольший ходы ползуна (150 и 170) |
2785 |
3200 |
2200 |
|
Продольно-строгальный двухстоечный (24) |
7210 |
Наибольший размер детали 1000 |
7950 |
27500 |
15000 |
|
Долбежный (25) |
7A412 |
Наименьший и наибольший ходы долбяка 10 и 100 |
1950 |
1050 |
1600 |
|
Вертикально-протяжной для наружного протягивания (26) |
753 |
Тяговое усилие 10000 кг |
2840 |
5570 |
6000 |
|
Горизонтально-протяжной (27) |
МП10 |
Тяговое усилие 20000 кг |
5880 |
7500 |
9770 |
Продолжение табл.1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Зубофрезерный универсальный, работающий червячной фрезой (28) |
5K310 |
Наибольший наружный диаметр нарезаемого колеса 200 мм, наибольший модуль 3 |
2070 |
3500 |
8000 |
|
Зубодолбежный универсальный (29) |
5В12 |
Наименьший и наибольший диаметры обрабатываемых колес 12 и 208, наименьший и набольший модуль 1 и 4 |
1330 |
1850 |
2580 |
|
Зубострогательный полуавтомат повышенной точности для конических прямозубых колес (30) |
5П23БП |
Наибольший диаметр начальной окружности до 125, наибольший модуль 2,5 |
1295 |
1800 |
7200 |
|
Зубозакругляющий (31) |
5582 |
Наименьший и наибольший диаметры обрабатываемых колес 50 и 500 |
1820 |
3600 |
2200 |
|
Круглошлифовальный (32) |
3Б161 |
Наибольший
диаметр и длина детали 280 |
4000 |
4500 |
3680 |
|
Радиально - сверлильный (16) |
2Н55 |
d 50 |
2605 |
4100 |
3900 |
|
Плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем (33) |
3722 |
Длина |
3410 |
7300 |
9080 |
|
Внутришлифовальный (34) |
3A227 |
Наименьший и наибольший диаметры шлифуемого отверстия d 20 и 100 |
2500 |
2800 |
4000 |
|
Бесцентово-шлифовальный для наружного шлифования (35) |
3184 |
Наименьший и наибольший диаметры шлифования d 3 и 75 |
2030 |
4300 |
5700 |
|
Резьбошлифовальный, универсальный (36) |
5822 |
Наибольший диаметр и длина шлифуемых резьб d 150 и 400 |
2385 |
3900 |
8400 |
|
Шлицешлифовальный (37) |
3451B |
Наименьший и наибольший наружный диаметры шлицевых валов d 25 и 125 |
44150 |
6200 |
9900 |
|
Дисковая пила быстроходная (38) |
МП61 |
Наименьший и наибольший диаметры разрезаемого материала d 3 и 45 |
1700 |
960 |
2964 |
|
Фрезерно-центроваль-ный полуавтомат (39) |
МР-71 |
Наименьшая и наибольшая длина детали 200 и 500 |
2640 |
5300 |
6400 |
Продолжение табл.1.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Двусторонний 44-шпин-дельный сверлильный (40) |
- |
- |
- |
- |
- |
|
Трехсторонний 65-шпиндельный сверлильный (41) |
- |
- |
- |
- |
- |
|
Двусторонний 11-шпин-дельный сверлильный (42) |
- |
- |
- |
- |
- |
|
Трехсторонний 11-шпиндельный сверлильный (43) |
- |
- |
- |
- |
- |
|
Четырехшпиндельный вертикально-расточный (44) |
- |
- |
- |
- |
- |
|
Двусторонний 9-шпин-дельный резьбонарезной (45) |
- |
- |
- |
- |
- |
|
Трехсторонний 41-шпиндельный сверлильно-расточный (46) |
- |
- |
- |
- |
- |
|
Трехшпиндельный горизонтально-расточный (47) |
- |
- |
- |
- |
- |
Если масштабы контуров станков и плана цеха будут различны, то при изображении станков на плане придется производить графическое построение каждого станка по его габаритным размерам. Единый масштаб изображений станков, транспортных и других устройств и плана цеха дает правильное и наглядное представление о соотношении размеров всех объектов цеха, занимаемых ими площадях, разрывах между ними, проходах и проездах.
Если же станки одного и того же вида, но по своим размерам отличаются от станков, приведенных на рис.41, то, придавая им такое же условно-графическое обозначение, их габариты надо принять в соответствии с размерами станков по их технической характеристике.
При планировке оборудования всегда нужно стремиться получить возможно короткую технологическую линию, чтобы детали не совершали длинный путь. В серийном производстве машин средних размеров при обработке на каждой линии станков нескольких деталей нормальная длина технологической линии составляет 40-60 м.
После того, как найдено наиболее удачное положение станков данной линии, удовлетворяющее порядку технологических операций всех деталей, на план наносят технологические линии движения этих деталей, которые дают наглядное изображение правильного расположения станков.
Особенно важное значение для повышения производительности труда имеет рациональная планировка и организация рабочего места, при которой устраняются потери времени на лишнее хождение, лишние движения, неудобное положение работающего, неудобное расположение материала, заготовки, инструмента и т.д.
При обработке детали партиями, а также при обработке деталей больших
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.