Исследование технологии непрерывной разливки нержавеющих сталей, содержащих титан, показало, что значительная часть высокоактивного по отношению к кислороду и азоту элемента (титана) теряется в процессе непрерывной разливки. Это в первую очередь объясняется взаимодействием титана с кислородом и азотом атмосферы и образованием оксидов и нитридов титана, удаление которых из стали и вызывает выше отмеченные потери легирующего элемента.
Проведенные расчеты показывают, что большая часть потерь титана происходит в результате взаимодействия струи металла с азотом воздуха. Исходя из стехиометрии образования оксидов (Ti2O3) и нитридов титана (TiN) следует, что на долю кислорода воздуха приходится 0,03–0,04 % абсолютного угара титана при непрерывной разливке, а в результате взаимодействия струи с азотом атмосферы теряется в среднем 0,13–0,23 %. Суммарные средние потери титана, при разливке непрерывным способом нержавеющих титансодержащих сталей, в результате взаимодействия с атмосферой могут составить 0,15–0,27 %.
Таким образом, для улучшения качества непрерывнолитого металла, снижения потерь высокоактивных по отношению к азоту и кислороду элементов и уменьшения газонасыщенности стали необходима тщательная защита металла от взаимодействия с атмосферой в процессе непрерывного литья особенно при разливке коррозионностойких и высоколегированных марок.
Кроме того, определенный интерес представляет сравнение теоретически возможных потерь легирующих элементов в процессе непрерывного литья с экспериментальными, а также уточнение механизма образования их оксидов и нитридов.
5.3 Сравнительный анализ расчетных и экспериментальных
данных по поглощению газов и угару легирующих
элементов при непрерывной разливке
Исследование результатов опытных разливок стали на сортовой МНЛЗ в заготовки сечением 140*140 мм показало, что в промежуточном ковше концентрация кислорода в металле возрастает на 0,00262 – 0,00490 %, а содержание азота и титана снижается на 0,005–0,028 % и 0,13 – 0,31 % соответственно. С азотом, в результате образования и удаления нитридов, на этом этапе может теряться от 0,02 до 0,08 % титана, однако фактические потери титана превышают расчетные потери с азотом в результате снижения его концентрации. Следовательно, часть титана теряется с азотом атмосферы и эта величина потерь составляет в среднем 0,22 % [29].
Содержание кислорода в кристаллизаторе изменяется незначительно, азота – снижается на 0,001-0,013 %, а титана на 0,01-0,17 %, причем на долю кислорода и азота, имеющихся в металле к этому моменту приходится 0,01–0,05 % потерь титана.
Анализ суммарных потерь титана показывает, что за период непрерывной разливки, потери титана составляют 0,22–0,44 % (в среднем 0,32 %). На долю кислорода и азота, растворенных в металле к моменту разливки приходится 0,06–0,13 % потерь титана (в среднем 0,08 %), а 0,09–0,32 % титана теряется взаимодействуя с атмосферой (в среднем 0,22 %).
Сравнивая полученные в ходе эксперимента, результаты с расчетными значениями (табл. 5.4), поглощения газов и потерь титана, имеем довольно хорошую сходимость. Расчетные данные свидетельствуют, что возможные потери, высокоактивного по отношению к кислороду и азоту элемента, в процессе непрерывной разливки могут составить 0,15–0,27 %, а полученные в ходе эксперимента значения находятся в пределах 0,09–0,32 %.
Таблица 5.4 — Изменение массовой доли кислорода, азота и титана в процессе разливки стали на МНЛЗ
|
Промежуточный ковш |
Кристаллизатор |
Потери титана за разливку |
||||||||
|
Прирост содержания O2, % |
Снижение массовой доли, % |
Потери Ti с [O] и [N], % |
Изменение массовой доли кисло-рода % |
Снижение массовой доли, % |
По-тери Ti с [O] и [N], % |
С кислородом и азотом |
Сум-мар-ные поте-ри, % |
|||
|
N2 |
Ti |
N2 |
Ti |
металла |
воз-духа |
|||||
|
0,00457 |
0,024 |
0,17 |
0,09 |
-0,0002 |
0,001 |
0,12 |
0,01 |
0,10 |
0,19 |
0,29 |
|
0,00300 |
0,005 |
0,14 |
0,03 |
+0,0006 |
0,007 |
0,13 |
0,03 |
0,06 |
0,21 |
0,27 |
|
0,00320 |
0,020 |
0,13 |
0,08 |
+0,0008 |
0,013 |
0,09 |
0,05 |
0,13 |
0,09 |
0,22 |
|
0,00295 |
0,010 |
0,16 |
0,04 |
-0,0005 |
0,005 |
0,10 |
0,02 |
0,06 |
0,10 |
0,26 |
|
0,00295 |
0,007 |
0,19 |
0,03 |
+0,0001 |
0,008 |
0,12 |
0,03 |
0,06 |
0,25 |
0,31 |
|
0,00262 |
0,016 |
0,25 |
0,06 |
+0,0002 |
0,001 |
0,14 |
0,01 |
0,07 |
0,32 |
0,39 |
|
0,00323 |
0,028 |
0,25 |
0,11 |
-0,0009 |
0,002 |
0,19 |
0,01 |
0,12 |
0,32 |
0,44 |
|
0,00360 |
0,009 |
0,19 |
0,04 |
+0,0013 |
0,007 |
0,09 |
0,03 |
0,07 |
0,21 |
0,28 |
|
0,00490 |
0,010 |
0,14 |
0,05 |
+0,0004 |
0,009 |
0,13 |
0,03 |
0,08 |
0,19 |
0,27 |
|
0,00486 |
0,012 |
0,25 |
0,02 |
-0,0004 |
0,006 |
0,01 |
0,02 |
0,07 |
0,19 |
0,26 |
|
0,00340 |
0,010 |
0,17 |
0,05 |
+0,0007 |
0,009 |
0,10 |
0,03 |
0,08 |
0,19 |
0,27 |
|
0,00295 |
0,028 |
0,21 |
0,10 |
-0,0003 |
0,008 |
0,17 |
0,03 |
0,13 |
0,25 |
0,38 |
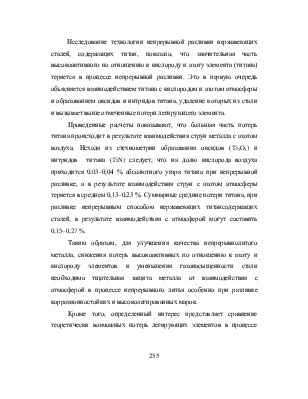
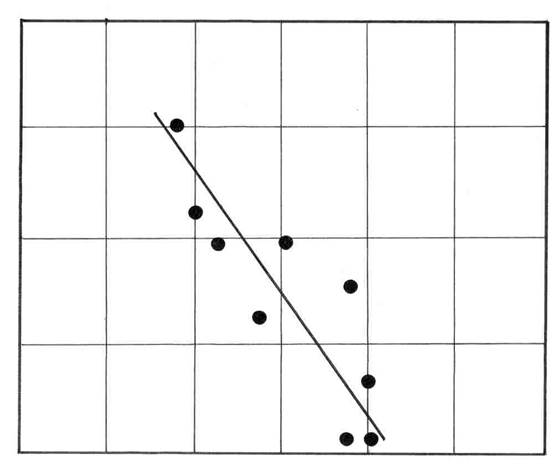
Влияние скорости разливки на поглощение расплавом кислорода и азота атмосферы, также нашло экспериментальное подтверждение и иллюстрируется рисунком 5.4, из которого видно, что прирост активности кислорода в промежуточном ковше снижается при разливке металла с большей скоростью.
![]()
40
30
20
1,2 1,4 1,6 1,8 2,0 Скорость разливки, м/мин
Рисунок 5.4 — Зависимость прироста активности кислорода в
П/К ![]() от
скорости разливки стали
от
скорости разливки стали
На участке промежуточный ковш–кристаллизатор окисление титана и выделение его нитридов сопровождается образованием шлаковой корки на поверхности металла. Заворот этой корки приводит к грубым дефектам и увеличивает вероятность прорыва металла под кристаллизатор. Поэтому при разливке корка удаляется специальными крюками, что усложняет процесс разливки.
Сравнительный анализ состава стали и шлаковых корок, отобранных из кристаллизатора представлен в таблице 5.5. В образцах корки содержится больше углерода, титана и азота, что указывает на возможность удаления титана в корку в виде нитридов и карбонитридов.
Таблица 5.5 — Химический состав корок и проб стали отобранных из кристаллизатора при непрерывной разливке
|
№ п/п |
Массовая доля элементов, % |
|||||||
|
С |
Mn |
Si |
P |
Ni |
Cr |
Ti |
N |
|
|
1 |
0,27* |
1,34 |
0,60 |
0,018 |
9,85 |
17,63 |
0,64 |
0,025 |
|
0,12 |
1,31 |
0,52 |
0,018 |
9,90 |
17,72 |
0,57 |
0,019 |
|
|
2 |
0,21 |
1,10 |
0,63 |
0,019 |
10,15 |
18,41 |
0,60 |
0,085 |
|
0,12 |
1,15 |
0,58 |
0,017 |
10,20 |
18,35 |
0,50 |
0,045 |
|
|
3 |
0,19 |
1,20 |
0,70 |
0,015 |
10,32 |
18,20 |
0,72 |
0,070 |
|
0,10 |
1,17 |
0,65 |
0,015 |
10,41 |
18,09 |
0,61 |
0,039 |
|
* — в числителе химический состав корок, в знаменателе проб металла отобранных из кристаллизатора
Опытные плавки разливали с использованием защитных труб на участке сталеразливочный ковш - промежуточный ковш и погружных стаканов на участке промежуточный ковш – кристаллизатор. Однако данная схема защиты не в полной мере защищала струю от взаимодействия с атмосферой. Отсутствие надежной защиты легированного расплава в процессе разливки вызывает существенное развитие вторичных процессов, что не может не сказаться на остаточном содержании примесей в готовой стали.
Дальнейшие исследования угара титана при производстве коррозионностойкой титансодержащей стали позволили установить, что при одних и тех же значениях активности кислорода на выпуске из печи он на 6-14% (среднее 12,5%) больше, при производстве непрерывнолитой заготовки в сравнении с разливкой в слитки. В связи с этим был рассмотрен механизм и оценены потери титана
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.