Визначаємо за таблицею 3 [11], с.10 основні припуски на - механічну обробку (на сторону).
На основі прийнятих припусків на розміри деталі визначаємо розрахункові розміри заготівки:
![]() мм;
мм;
![]() мм.
мм.
Розміри довжин заготівки визначають, починаючи з більшого до меншого:
![]() мм;
мм;
![]() мм
мм
![]() мм
мм
Граничні відхилення на розміри заготівки визначаємо за таблицею 3 [11], с.17:
Дані заносимо до таблиці.
Таблиця 5.3 – Граничні припуски на розміри заготівки
|
Розміри поверхні |
Параметри шорсткості |
Загальний припуск на розмір, мм |
Розмір заготівки з граничними відхиленнями, мм |
|
Діаметральні розміри |
|||
|
|
1,6 |
|
|
|
|
0,8 |
|
|
|
Лінійні розміри |
|||
|
300 |
6,3; 6,3 |
|
|
|
200 |
12,5; 12,5 |
|
|
|
50 |
6,3; 12,5 |
|
|
Розробляємо ескіз на штамповану заготівку по іншому варіанту з технічними вимогами на виготовлення. Розроблення ескізу починаємо з викреслювання штрих-пунктирною лінією контуру деталі. Потім відкладаємо на кожному розмірі припуски та обводимо контур деталі, враховуючи штампувальні ухили (на торцях заготівки в площині розміру штампа) (див. рис. 5.4).
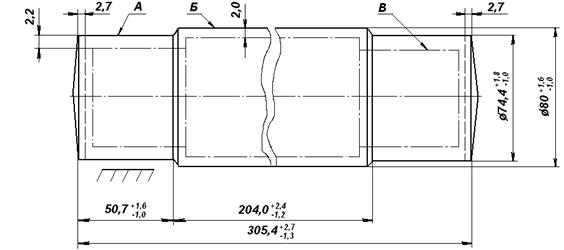
Рисунок 5.4 – Робоче креслення заготівки
Технічні вимоги:
1
![]()
2 Ступінь складності заготівлі - С1
3 Група сталі - М2
4 Точність виготовлення - Т4
5
Радіуси заокруглення
зовнішніх кутів ![]() мм
мм
6
Штампувальні ухили ![]()
7 Допуск співвісності поверхонь А, Б, В відносно бокової осі заготівки 1,6 мм
Для визначення об’єму штампованої заготівки рекомендується умовно розбивати фігуру заготівки на окремі прості елементи та проставити на них розміри (рис. 5.5). При цьому сума лінійних розмірів всіх простих елементів заготівки повинні відповідати (бути рівні) загальній довжині заготівки.
Розміри простих елементів заготівки починають проставляти від самого великого до менших. Розмір останнього простого елементу винен бути рівним різниці між загальним та відомими розмірами (довжинами) заготівки.
У нашому випадку загальна довжина заготівки рівна:
![]() мм.
мм.
Довжина більшої сходини нашої деталі рівна:
![]() мм.
мм.
У зв’язку з тим, що в нашому випадку два простих
елементи (![]() та
та ![]() )
заготівки, будучи однаковими, виявляються останніми, то довжина кожного з них
рівна:
)
заготівки, будучи однаковими, виявляються останніми, то довжина кожного з них
рівна:
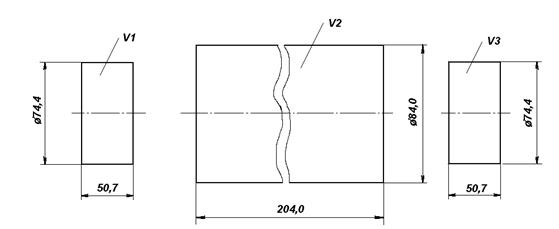
![]() мм.
мм.
Рисунок 5.5 – Елементи заготівки для визначення об’єму
Визначаємо об'єм окремих елементів заготівлі (![]() ).
).
Фігура заготівки складається, з двох однакових об’ємів
![]() та
та ![]() і
одного об’єму
і
одного об’єму ![]() , тоді:
, тоді:
 , (5.18)
, (5.18)
де ![]() см,
см, ![]() см.
см.
 см 3.
см 3.
 ,
(5.19)
,
(5.19)
де ![]() см,
см, ![]() см.
см.
 см 3.
см 3.
Загальний об’єм заготівки
![]() ,
(5.20)
,
(5.20)
![]() см 3.
см 3.
Маса штампованої заготівки
![]() , (5.21)
, (5.21)
![]() кг.
кг.
Виходячи з технологічних витрат при гарячому об’ємному штампуванні рівним 10% згідно [14], с.38, визначаємо витрати матеріалу на одну заготівку:
![]() , (5.22)
, (5.22)
де ![]() - неминучі технологічні втрати при гарячому об’ємному штампуванні, %;
- неминучі технологічні втрати при гарячому об’ємному штампуванні, %;
![]() кг.
кг.
Коефіцієнт використання матеріалу на штамповану заготівку:
 .
.
Проведемо техніко-економічні розрахунки за обома варіантами отримання заготівки.
Вартість заготівки з прокату
![]() , (5.23)
, (5.23)
де ![]() - вартість 1 кг матеріалу заготівки за даними базового підприємства, грн.;
- вартість 1 кг матеріалу заготівки за даними базового підприємства, грн.;
Приймаємо ![]() грн.;
грн.;
![]() - вартість 1 т. відходів за даними базового
підприємства, грн.;
- вартість 1 т. відходів за даними базового
підприємства, грн.;
Приймаємо ![]() грн.
грн.
![]() грн.
грн.
Вартість штампованої заготівки
![]() ,
(5.24)
,
(5.24)
де ![]() - вартість 1 кг матеріалу штампованої заготівки за
даними базового підприємства, грн.;
- вартість 1 кг матеріалу штампованої заготівки за
даними базового підприємства, грн.;
Приймаємо ![]() грн.
грн.
![]() грн.
грн.
Річна економія матеріалу від вибраного варіанту виготовлення заготівки:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.