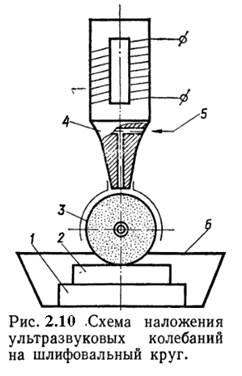
















Ультразвуковое колебания могут сообщаться; заготовке или шлифовальному кругу. На принципе использования ультразвуковых колебании для воздействия на рабочую поверхность шлифовального круга работает американская установка. Установка имеет ультразвуковой генератор, выполненный в виде отдельного блока и акустической головки, которая может быть установлена на любом шлифовальном станке. Головка устанавливается вертикально. Схема процесса показана на рис.2.10. Заготовка 2 крепится на столе 1. В зазор между рабочими поверхностями круга 3 и концентратора 4 подводится эмульсия 5 или другая смазочно-охлаждающая жидкость. Под действием интенсивных колебаний в жидкости возникает кавитация, в результате чего происходит очистка и смазка пор и зерен круга. Наложение ультразвуковых колебаний дает возможность увеличить стойкость круга почти в 3 раза. Устранение засаливания позволяет применить более твердые и мелкозернистые круги. Этот метод наиболее целесообразно применять при чистовом шлифовании вязких труднообрабатываемых материалов, при обработке алмазными кругами и когда надо получить обработанную поверхность высокого качества.
|
|
Сейчас в промышленности при изготовлении деталей из нержавеющих сталей, жаропрочных, титановых и других труднообрабатываемых сталей и сплавов все шире начинают применять ультразвуковое нарезание внутренних резьб. При нарезании резьбы одновременно с вращательным движением вокруг оси и поступательным вдоль оси метчику дополнительно сообщаются ультразвуковые колебания с частотой 18—24 кгц и амплитудой до 20 мкм. Вследствие наложения ультразвуковых колебаний на метчик улучшаются условия работы, устраняется заклинивание и поломка метчика при обратном ходе, что дает возможность нарезать резьбу одним метчиком и повышает стойкость инструмента в 8—10 раз. В качестве охлаждающих жидкостей используют машинное масло или эмульсию.
Эту обработку можно осуществить на модернизированных вертикально-сверлильных станках моделей 2118, 2А125, 2А24 и радикально-сверлильных моделей 2А50, 2А56. В СССР разработан специальный ультразвуковой резьбонарезной станок модели 40—7018 для нарезания внутренних резьб в труднообрабатываемых жаропрочных материалах.
Технические данные станка следующие:
Размеры нарезаемых резьб М10—50
Число оборотов шпинделя в мин, об/мин 10.198
Выходная мощность ультразвукового преобразователя, кВт 1,5
Тип ультразвукового генератора УЗГ-10М
резьб:
класс точности 2-3
шероховатость Ñ5—Ñб
Габаритные размеры станка, мм 680 X 936 X 2050
Нашей промышленностью созданы и другие специальные и специализированные станки для ультразвукового нарезания резьбы.
Однако такие станки экономически оправданы лишь в условиях серийного и массового производства. В мелкосерийном производстве на универсальных вертикально- и радиально-сверлильных станках без существенной модернизации целесообразнее использовать быстросъемные резьбонарезные головки. У нас в стране разработано много таких головок для резьб от М5 до МЗб. Например, резьбонарезная головка модели ЛЭ-405 предназначена для нарезания резьбы от М5 до М12. Головка включает в себя магнито-стрикционный преобразователь, концентратор и инструмент-метчик. Инструмент-метчик получает осевые ультразвуковые колебания малой амплитуды (8—15 мкм). В комплект головки входит ультразвуковой генератор типа УЗГ-0,2 ЛТ мощностью 0,2 кВт. Габаритные размеры головки — 390 X 165 X 110 мм, вес 10 кг.
Для нарезания резьб диаметром 16— З6 мм применяют ультразвуковую головку модели ЛЭ-406, по конструкции аналогичную головке ЛЭ-405. Магнитострикционный преобразователь этой головки питается от ультразвукового генератора мощностью 2,5 кВт. Габаритные размеры головки — 800 х 280 х 230 мм, вес 80 кг. Головку ЛЭ-406 устанавливают на радиально-сверлильных станках типа 2Н58.
При ультразвуковом резьбонарезании применяют метчики, имеющие стандартную или специальную геометрию режущей части (со срезанными зубьями), и резьбовой хвостовик для присоединения к концентратору.
 Результаты практического
использования резьбонарезных головок на ряде предприятий свидетельствуют о
высокой эффективности этого метода нарезания резьб. Например, с помощью головки
ЛЭ-405 нарезалась резьба М16 х 1,5 в гайках болта шатуна из стали 40Х,
термообработанной до твердости HRС 26—32.
Нарезание резьбы производится за один проход метчиком из стали
Результаты практического
использования резьбонарезных головок на ряде предприятий свидетельствуют о
высокой эффективности этого метода нарезания резьб. Например, с помощью головки
ЛЭ-405 нарезалась резьба М16 х 1,5 в гайках болта шатуна из стали 40Х,
термообработанной до твердости HRС 26—32.
Нарезание резьбы производится за один проход метчиком из стали
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.