






























3. Организация производственного процесса на участке, который проектируется.
3.1. Составление сметы капиталовложений.
3.1.1. Определение необходимого количества оборудования, загрузка по времени.
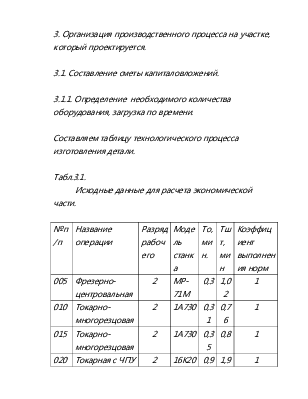
Составляем таблицу технологического процесса изготовления детали.
Табл.3.1.
Исходные данные для расчета экономической части.
|
№п/п |
Название операции |
Разряд рабочего |
Модель станка |
То, мин. |
Тшт, мин |
Коэффициент выполнения норм |
|
005 |
Фрезерно-центровальная |
2 |
МР-71М |
0,3 |
1,02 |
1 |
|
010 |
Токарно-многорезцовая |
2 |
1А730 |
0,31 |
0,76 |
1 |
|
015 |
Токарно-многорезцовая |
2 |
1А730 |
0,35 |
0,8 |
1 |
|
020 |
Токарная с ЧПУ |
2 |
16К20Т1 |
0,91 |
1,92 |
1 |
|
025 |
Токарная с ЧПУ |
2 |
16К20Т1 |
1,28 |
2,33 |
1 |
|
030 |
Горизонтально-фрезерная |
3 |
6Р82Г |
4,29 |
5,49 |
1 |
|
035 |
Фрезерная с ЧПУ |
2 |
6Р11Ф3-1 |
2,67 |
3,97 |
1 |
|
040 |
Круглошлифовальная |
3 |
3М153А |
0,47 |
1,34 |
1 |
|
045 |
Круглошлифовальная |
3 |
3М153А |
0,37 |
1,32 |
1 |
|
050 |
Круглошлифовальная |
4 |
3М153А |
0,32 |
1,11 |
1 |
|
055 |
Круглошлифовальная |
3 |
3М153А |
1,39 |
2,56 |
1 |
|
060 |
Круглошлифовальная |
4 |
3М153А |
0,83 |
1,93 |
1 |
Определяем необходимое количество оборудования по формуле:
 , (3.1.1.)
, (3.1.1.)
где Nг – годовая программа, шт;
Тшт – штучное время на выполнение операции;
Фд – действительный фонд времени;
Квн – коэффициент выполнения норм.
Действительный фонд времени корректируется с учётом запланированных потерь времени.
![]() (3.1.2.)
(3.1.2.)
где Ки.в. – коэффициент использования времени. (Ки.в.=0,95);
Фн – номинальный фонд времени. ч.
![]() (3.1.3.)
(3.1.3.)
где Дк - количество календарных дней;
Дв – количество выходных дней;
Дпр – количество праздничных дней;
Дппр – количество предпраздничных дней;
Тсм – продолжительность смены, ч;
n– количество смен
![]() .
.
Фд=1996*0,95=1896,2ч.
 . Принимаем 1
станок.
. Принимаем 1
станок.
 Принимаем 1
станок
Принимаем 1
станок
 Принимаем 1
станок
Принимаем 1
станок
 Принимаем 2
станка
Принимаем 2
станка
 Принимаем 2
станка
Принимаем 2
станка
 Принимаем 4
станка
Принимаем 4
станка
 Принимаем 3
станка
Принимаем 3
станка
 Принимаем 1
станок
Принимаем 1
станок
 Принимаем 1
станок
Принимаем 1
станок
 Принимаем 1
станок
Принимаем 1
станок
 Принимаем 2
станка
Принимаем 2
станка
 Принимаем 2
станка
Принимаем 2
станка
Загрузка оборудования считается эффективной в том случае, если коэффициент загрузки оборудования находится в пределах 0,7<Кз<0.9.
Определяем коэффициент загрузки оборудования для каждой операции:
 (3.1.4.)
(3.1.4.)
Кз005=0,54/1*100%=54% Кз010=0,4/1*100%=40%
Кз015=0,42/1*100%=42% Кз020=1,01/2*100%=50,5%
Кз025=1,23/2*100%=61,5% Кз030=2,9/4*100%=72,5%
Кз035=2,09/3*100%=69,7% Кз040=0,71/1*100%=71%
Кз045=0,7/1*100%=70% Кз050=0,59/1*100%=59%
Кз055=1,35/2*100%=67,5% Кз060=1,02/2*100%=51%
Средний коэффициент загрузки оборудования определяем по формуле:
 (3.1.5.)
(3.1.5.)
Для операций, в которых загрузка оборудования менее 65%, делаем расчет дозагрузки оборудования.
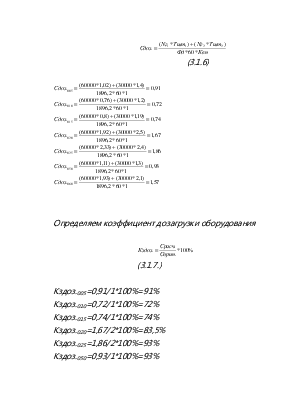
 (3.1.6)
(3.1.6)







Определяем коэффициент дозагрузки оборудования
 (3.1.7.)
(3.1.7.)
Кздоз.005=0,91/1*100%=91%
Кздоз.010=0,72/1*100%=72%
Кздоз.015=0,74/1*100%=74%
Кздоз.020=1,67/2*100%=83,5%
Кздоз.025=1,86/2*100%=93%
Кздоз.050=0,93/1*100%=93%
Кздоз.060=1,57/2*100%=78,5%
Средний коэффициент дозагрузки оборудования
![]()
 (3.1.8.)
(3.1.8.)

3.1.2. Выбор и описание подъёмно-транспортного средства.
В качестве транспортного средства на разработанном участке используется транспортёр с отсекателями, служащий для перемещения заготовок между операциями. Отсекатели предназначены для улавливания заготовок и подачи их на приёмный стол. Выбор транспортного средства основан на весе заготовки, при массе заготовки более 10 кг нормативами установлено использование кран-укосин.
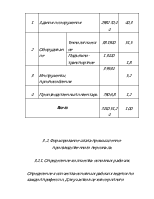
Стоимость оборудования берем по паспорту оборудования по инвентарной ведомости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.