Номінальний зварювальний струм|тік|, А 1000
Діаметр дроту, мм 1,6-5,0
Швидкість зварки|зварювання|, м/г 16-126
Норма поштучного часу:
 ,
(2.13)
,
(2.13)
де Тнш - норма неповного поштучного часу на автоматичну зварку стиків, Тнш=0,22 бриг/година на 1пог.м[12]т.6;
L – довжина шва, L=1800мм|.
Tпз – норма підготовчо-заключного часу, Tпз=0,4 бриг/година.
 бриг/година
бриг/година
Зварювання |зварювавиконують два робочих другого і четвертого розрядів.
Рсд1=0,436·3,65=1,591грн.
Рсд2=0,436·4,98=2,171грн.
Пристосування: листозахоплювальні| пристосування, скоби, ємкості|місткості| для флюсу, щітка волосяна|.
Ріжучий інструмент: зубила і молоток слюсарні, щітка металева, клейма|тавра|.
Вимірювальний інструмент: лінійка перевірочна l=1000| (мм) металева ГОСТ 427-75, рулетка металева l=5000| (мм) ГОСТ 7502-80, вимірники і шаблони для швів, лупа складальна 10-кратна.
030 Штампування днища
1. Завантажити заготівку|заготівлю| в пічь. Нагрівати до t=1050|0С…11000С.
2. Укласти заготівку|заготівлю| на матрицю штампу, закріпити, штампувати днище.
3. Вийняти днище з штампу, відкласти на складальнемісце.
Малюнок 2.10 – Штампування днища
Зусилля штампування[7]с.91:
![]() ,
(2.14)
,
(2.14)
де ![]() - тимчасовий опір
матеріалу на зріз при температурі штампування
- тимчасовий опір
матеріалу на зріз при температурі штампування ![]() =38МПа;
=38МПа;
п1–коэффициент витяжки, залежний від Dвн/Dз. При Dвн/Dз=0,78
п1=0,45;
qпр – питомий тиск прижиму, для сталі qпр=0,3 Н/мм2;
Fпр – площа під притиском, Fпр=0,2· Fзаг = мм2;
мм2;
![]()
Виходячи з отриманого|одержувати| зусилля штампування, вибираємо прес гідравлічний моделі П313[11].
Устаткування|обладнання|: прес гідравлічний листоштампувальний простої дії моделі П313.
Технічна характеристика:
Номінальне зусилля, тс| 250
Хід повзуна, мм 600
Найбільша відстань між
столом і повзуном, мм 1060
Розміри підштампової плити, мм:
довжина 1530
ширина 1400
товщина 160
Номінальне зусилля гідроподушки|, тс| 100
Хід виштовхувача, мм 250
Швидкість повзуна, мм/с: при холостому ході 290
при робочому ході 12
при зворотньому ході 150
![]() = 1,08 чол/год
[8] с.25.
= 1,08 чол/год
[8] с.25.
![]() = 0,135 чол/год
[9] с.121.
= 0,135 чол/год
[9] с.121.
![]() чол/год.
чол/год.
Штампування виконують робітники|робочі| другого і четвертого розрядів.
 грн.
грн.
Пристосування і допоміжний інструмент:чалочні| пристосування, болти з|із| гайками, штампи, ключі|джерела|.
Вимірювальний інструмент: нутромір трубчастий, днищемір|, теодоліт, шаблони для контролю профілю, рулетка металева
l=5000| (мм) ГОСТ 7502-80.
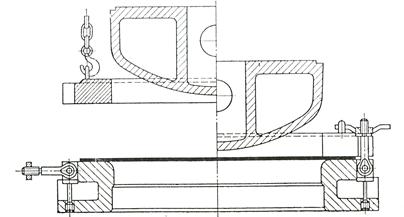
030 Підрізування торця днища
1. Встановити днище на маніпуляторі краном.
2. Виставити днище. Намітити борт по висоті.
3. Обрізувати|обрізати| в міру.
4. Зняти днище і відкласти на складальне місце
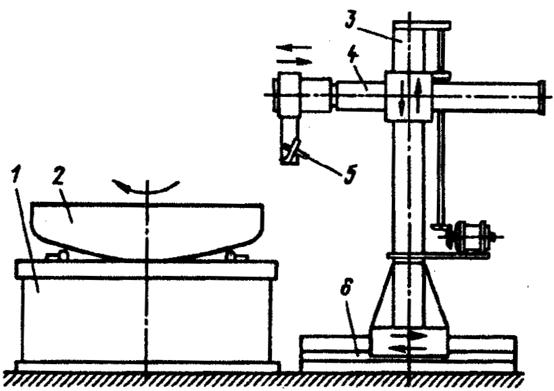
1-верстат, 2-заготовка| днища, 3-колонна|
4-висувна штанга, 5-блок| різаків, 6-салазки|
Норма поштучно-калькуляційного часу по формулі (2.7):
![]() = 0,59 чол/год
[8] с11|.
= 0,59 чол/год
[8] с11|.
![]() = 0,4 чол/год.
= 0,4 чол/год.
 чол/год.
чол/год.
Різання виконує один робітник|робочий| третього розряду.
Розцінку відрядну знаходимо|находимо| по формулі (2.8):
![]() грн.;
грн.;
Устаткування|обладнання|: спеціальний маніпулятор карусельного типа|типу| для термічного різання.
Ріжучий інструмент: різак, зубило, абразивний круг|коло|
Вимірювальний інструмент: лінійка перевірочна l = 1000 мм, металева ГОСТ 427-75, рулетка металева l = 5000 мм ГОСТ 7502-80, нутромір трубчастий.
035 Розмітка отворів на днищі
1. Покласти днище в робоче положення|становище| опуклою|випуклою| часткою|частиною| вгору|угору|.
2. Розмітити центр отвору і накернити|.
3. Нанести|завдавати| циркулем контур отвору, окернити| його.
4. Заштрихувати місця вирізу крейдою.
Норма поштучно-калькуляційного часу по формулі (2.7):
![]() = 0,067 чол/год
[10] с.20.
= 0,067 чол/год
[10] с.20.
![]() = 0,49 чол/год
[9] с.34.
= 0,49 чол/год
[9] с.34.

Розмітку виконують два робітників|робочих|, третього і п'ятого розрядів.
Розцінку відрядну знаходимо|находимо| по формулі (2.8):

040 Газо-кислородна вирізка отворів
1. Під'єднати газоріжуче устаткування|обладнання| до магістралі.
2. Обвести лінії різання| крейдою.
3. Вирізати|вирізати| отвори по розмітці.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.