2 Технологічна частина|частина|
2.1 Визначення типувиробництва і його характеристика
В залежності від рівня конструкції і ступеня спеціалізації розрізняють три типи виробництва: масове, серійне і одиничне
Одиничним - називаютьвиробництво такого типу, при якомувирібвипускаєтьсяодиницями (штуками) або в невеликих кількостяхекземплярів за відсутностізакономірноїповторюваностівиготовленняцихвиробів.
Серійнім - називають| таке| виробництво|, при якому| має| місце| постійна| повторюваність| партій|, що| виготовляються|, або| серій| одних і тих же виробів|. Поклад від| величини| і частоти| повторюваності| серій|, що| виготовляються| і трудомісткості| деталей, розрізняють| малосерійне|, середньо| і багатосерійне| виробництво|.
Масовим - називають| таке| виробництво|, при якому| певні| вироби| випускають| постійно| і у дуже| великих кількостях|.
Виробництво хімічної і нафтовоїапаратури – одиничне або малоносерійне. Вдоськоналенню технологіїаппарато-будуваннясприяєвикористанняметодівсерійного і масовоговиробництва. Не зважаючи на на| різноманітність апаратури, вона має багато нормалізованих і стандартних деталей, наприклад: тарілки; фланці; арматура сполучних частин і трубопроводів; штуцера; днища посудин, апаратів і казанів; решітки.
Виходячи з того, що річна програма виробу складає 100 штук, а вагу апарату 3655кг приймаємо серійний тип виробництва [5].
Серійній тип виробництвахарактеризуєтьсянаступним:
- номенклатура апаратів|, що| випускаються|, обмежена|
- обсяг випуску великий, обробляється партіями;
- устаткування|обладнання| стаціонарне (верстати для механічної обробки, преси, роликові стенди, гібочне| устаткування|обладнання|, правильні машини для механічного різання) і пересувні (напівавтомати і автомати для зварки|зварювання| і різання, пневматичний інструмент, нагрівальні прилади, рентгенівські установки), розташовані|схильні| по ходу технологічного процесу;
- ріжучий інструмент стандартний, вимірювальний| спеціальний;
- кваліфікація робітників|робочих|, зазвичай|звично| на заготівельних|заготовчих| операціях нижче, ніж на фінальній збірці|збиранні| і зварці|зварюванні|.
2.2 Розрахунок кількості матеріалу. Визначення припусків| на обробку, розробка карт розкрою з|із| визначенням коефіцієнта використання матеріалу
2.2.1 Еліптичне днище
Малюнок 2.1- Ескіз днища
Діаметр розгортки еліптичного днища [7]:
![]() (2.1)
(2.1)
де h1 - висота відбортованной частини днища, h1 = 40 мм;
m - коефіцієнт,
залежний від відношення ![]()
m = 0,345
e вн - коефіцієнт, залежний від відношення ![]()
eвн=1,003 [7] с.89
![]() мм;
мм;
Діаметр заготівки|заготівлі| розгортки днища з врахуванням|з урахуванням| припуска|
![]() (2.2)
(2.2)
де ![]() - припуск на механічну обробку
- припуск на механічну обробку
![]() (2.3)
(2.3)
![]() мм. Приймаємо 2Zn=70мм.
мм. Приймаємо 2Zn=70мм.
![]() мм;
мм;
Виходячи з габаритних розмірів заготівки|заготівлі| днища, вибираємо по ГОСТ 19903-74 стандартний лист|лист| розміром: 14х1000х5500[6]. Заготівка|заготівля| днища складається з двох рівних частин. На стандартному листі|листі| розташовано|схильний| 3 половинки.
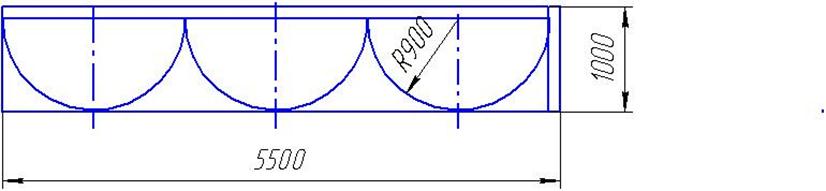
Малюнок 2.2 - Ескіз розкрою заготівки|заготівлі| днища на листі|листі|
Визначаємо коефіцієнт використання матеріалу
 (2.4)
(2.4)
де FЗ - площа заготівки, FЗ=Π·R2/2= 1271700мм2;
FЛ - площа листа, Fл=1000·5500=5500000мм2;
n - кількість заготовок на листі|листі|, n=3|.
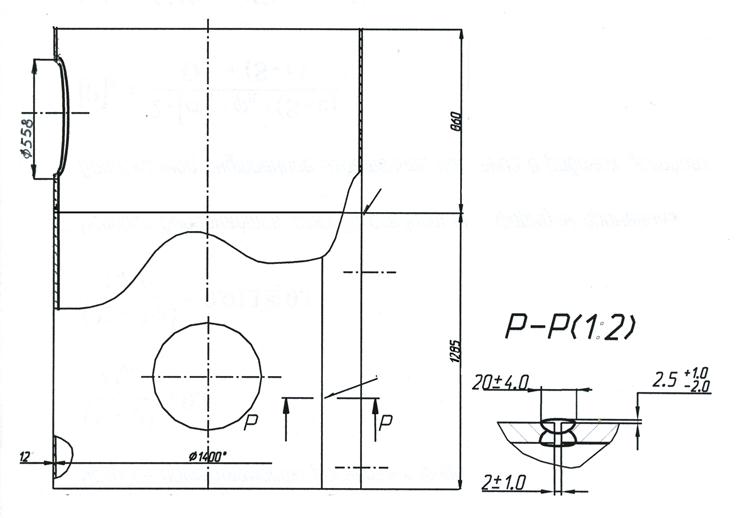
Малюнок 2.3 - Ескіз обичайки корпусу
Довжина розгортки обичайки:
Lроз=Π·(Dвн+S) (2.5)
де Dвн– внутрішній діаметр обичайки, Dвн=1400мм;
S – товщина стінки обичайки, S=12мм|.
Lроз=3,14·(1400+12)=4434мм.
З врахуванням|з урахуванням| припуска| по 5 мм на сторону на механічну обробку після|потім| різання розмір заготівки|заготівлі| буде рівний: 870х4444 і 1295х4444.
Виходячи з розмірів розкроюваної заготівки|заготівлі|, по ГОСТ 19903-74 вибираємо стандартний лист|лист| розмірами: 12х2200х4500.
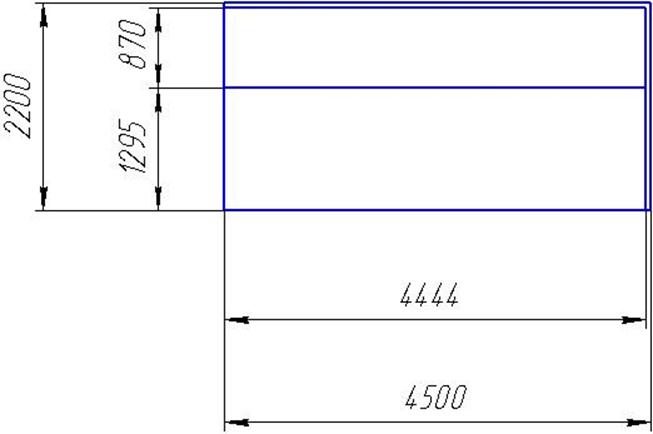
Малюнок 2.4 - Ескіз розкрою заготіво|к обичайки на листі|листі|
Коефіцієнт використання матеріалу по формулі (2.4):

2.3 Розробка технологічного процесу виготовлення деталей корпусу сепаратора з|із| визначенням оптимальних режимів обробки, зварки|зварювання|, збірки|збирання|, визначенням норм витрат|затрат| часу, кількості устаткування|обладнання|, інструментів і пристосувань
2.3.1 Технологічний процес виготовлення днища верхнього
005 Машинна правка|виправлення|
1. Встановити лист|лист| на подаючий рольганг|
2. Правити лист|лист| розміром 14x1000x5500 для розташування на нім 3 половинок заготівок днищ.
3. Зняти лист|лист|
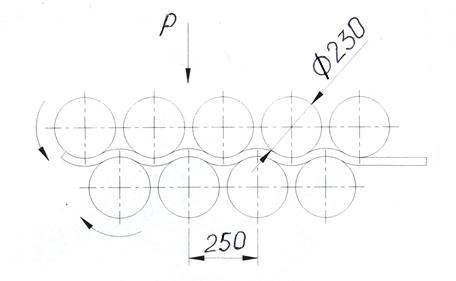
Виходячи з розмірів листів, що випрямляються, вибираємо дев’ятиволкову|| листоправильную| машину типа|типу| А ([7], з|із|. 30).
Технічна характеристика:
Крок валків, мм 250
Число валків 9
Діметр валків, мм 230
Швидкість правки|виправлення|, м/с 0,13
Потужність головного|чільного| приводу, кВт| 65
Товщина листа|листа|, що виправляється, мм 6-16
Ширина листа|листа|, що виправляється, мм 2500
Визначаємо зусилля правки|виправлення|:
 (2.6)
(2.6)
де В – ширина листа|листа|, В = 1000 мм;
n – число верхніх валків, n = 5;
S – товщина листа|листа|, S = 12 мм;
t – крок валків, t = 250 мм;
![]() – межа текучості
– межа текучості ![]() МПа.
МПа.
 Н
Н
Норма поштучно-калькуляційного часу на операцію правки|виправлення|:
![]() /N (2.7)
/N (2.7)
де
![]() - норма поштучного
часу
- норма поштучного
часу ![]() = 0,42 чол/год
[8] с.15;
= 0,42 чол/год
[8] с.15;
![]() - норма підготовчо-заключногочасу,
- норма підготовчо-заключногочасу,
| ![]() = 0,215 чол/год
[9] с21|;
= 0,215 чол/год
[9] с21|;
N - партія заготовок, що виготовляються за місяць, N=10шт.
![]() чол/год
чол/год
Правку|виправлення| виконують два робітники|робочих|, другого і третього розрядів.
Розцінка відрядна рівна:
![]() (2.8)
(2.8)
де - годинна|вартова| тарифна ставка робочого даного розряду, грн.
 грн.;
грн.;
Ескіз до операції правки|виправлення| намальований|зображати| на малюнку 2.5
Малюнок 2.5 - Ескіз правки|виправлення| листа
Пристосування: листозахоплювальні| пристосування, скоби.
Вимірювальний інструмент: лінійка перевірочна l=1000| мм, металева ГОСТ 427-75, рулетка металева l=5000| мм, ГОСТ 7502-80
010 Розмітка заготівки|заготівлі|
1. Встановити лист на розмічувальний стенд.
2. Розмітити на листі три заготівки|заготівлі| R900|.
3. Кернити лінію різання|.
4. Зняти лист|лист|.
Норма поштучно-калькуляційного часу по формулі (2.7):
![]() = 0,0 5 чол/год[10] с12|.
= 0,0 5 чол/год[10] с12|.
![]() = 0,654 чол/год [9] с34|.
= 0,654 чол/год [9] с34|.
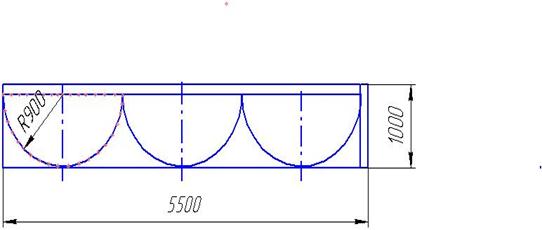
Малюнок 2.6 - Ескіз розмітки заготівки|заготівлі| днища
![]() чол/год
чол/год
Розмітку виконують двоє робочих другого і третього розрядів.
Розцінку відрядну знаходимо|находимо| по формулі (2.8):
 грн.;
грн.;
Устаткування|обладнання|: розмічальний стіл
Пристосування і інструмент :листозахоплювальні пристосування, скоби, молоток ГОСТ 2310-70, косинець
металевий 900
ГОСТ 3749-77, лінійка перевірочна l=1000 мм, металева
ГОСТ 427-75, рулетка металева l=5000 мм ГОСТ 7502-80, рисувалка, керн.
015 Різання прямолінійних контурів
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.