УДК 621.92
ФСА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
Т.А. Аскалонова, Н.П. Федорова (г. Барнаул)
Обработка корпусных деталей, являющихся базовыми для размещения других деталей, в условиях автоматизированного производства представляет значительные трудности. Причина, как известно, заключается в наличии высоких технических требований (ТТ) как к точности изготовления базовых поверхностей этих деталей, так и к их взаимному расположению, которые должны обеспечиваться и в статике и в процессе работы машин под нагрузками. При этом следует иметь в виду, что в последнее десятилетие технические требования все более ужесточаются и для их выполнения необходимы дополнительные затраты на проектирование технологических процессов (ТП) с целью обеспечения надежности ТП в автоматизированном режиме.
Существует ряд способов поиска технологических решений, обеспечивающих проектирование рационального ТП с точки зрения стоимостных затрат при обеспечении заданных технических требований. Наиболее эффективным, на наш взгляд, следует считать методику [1], включающую следующие основные этапы:
1. Анализ исходного технического задания с выявлением зон наибольших затрат на изготовление поверхностей детали;
2. Морфологический анализ и синтез технологических решений по обеспечению заданных ТТ;
3. Выбор рационального варианта ТП на основе математического моделирования и экспериментальной проверки.
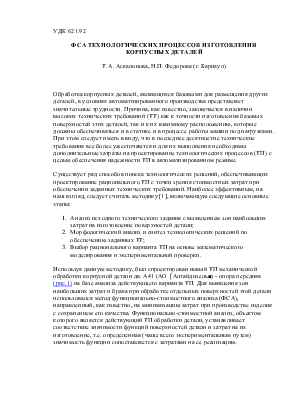
Используя данную методику, был спроектирован новый ТП механической обработки корпусной детали дв. А41 (АО ⌠Алтайдизель■) - опора передняя (рис.1) на базе анализа действующего варианта ТП. Для выявления зон наибольших затрат и брака при обработке отдельных поверхностей этой детали использовался метод функционально-стоимостного анализа (ФСА), направленный, как известно, на минимизацию затрат при производстве изделия с сохранением его качества. Функционально-стоимостной анализ, объектом которого является действующий ТП обработки детали, устанавливает соответствие значимости функций поверхностей детали и затрат на их изготовление, т.е. определенная (чаще всего экспериментальным путем) значимость функции сопоставляется с затратами на ее реализацию.
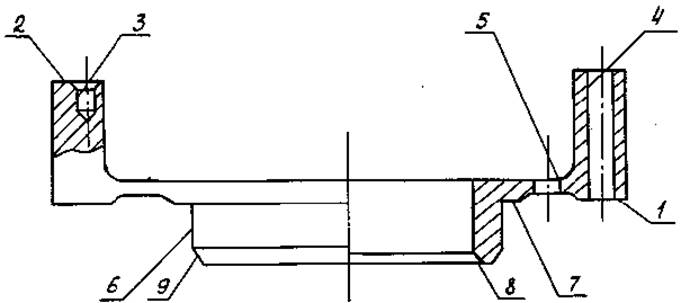
Рис. 1 Корпусная деталь
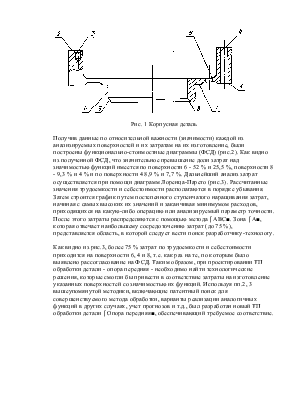
Получив данные по относительной важности (значимости) каждой из анализируемых поверхностей и их затратам на их изготовление, были построены функционально-стоимостные диаграммы (ФСД) (рис.2). Как видно из полученной ФСД, что значительное превышение доли затрат над значимостью функций имеется по поверхности 6 - 52 % и 25,5 %, поверхности 8 - 9,3 % и 4 % и по поверхности 4 8,9 % и 7,7 %. Дальнейший анализ затрат осуществляется при помощи диаграмм Лоренца-Парето (рис.3). Рассчитанные значения трудоемкости и себестоимости располагаются в порядке убывания. Затем строится график путем постепенного ступенчатого наращивания затрат, начиная с самых высоких их значений и заканчивая минимумом расходов, приходящихся на какую-либо операцию или анализируемый параметр точности. После этого затраты распределяются с помощью метода ⌠АВС■. Зона ⌠А■, которая отвечает наибольшему сосредоточению затрат (до 75 %), представляется область, в которой следует вести поиск разработчику-технологу.
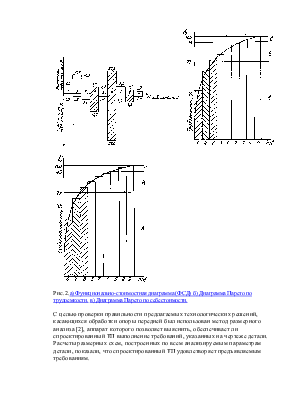
Как видно из рис.3, более 75 % затрат по трудоемкости и себестоимости приходится на поверхности 6, 4 и 8, т.е. как раз на те, по которым было выявлено рассогласование на ФСД. Таким образом, при проектировании ТП обработки детали - опора передняя - необходимо найти технологические решения, которые смогли бы привести в соответствие затраты на изготовление указанных поверхностей со значимостью их функций. Используя пп.2, 3 вышеупомянутой методики, включающие патентный поиск для совершенствуемого метода обработки, варианты реализации аналогичных функций в других случаях, учет прогнозов и т.д., был разработан новый ТП обработки детали ⌠Опора передняя■, обеспечивающий требуемое соответствие.
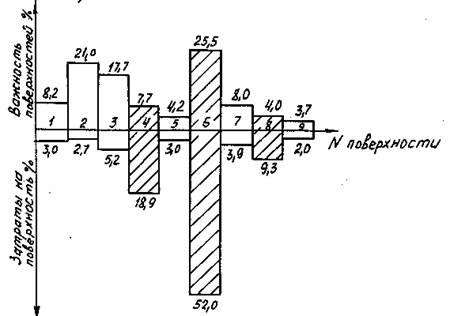
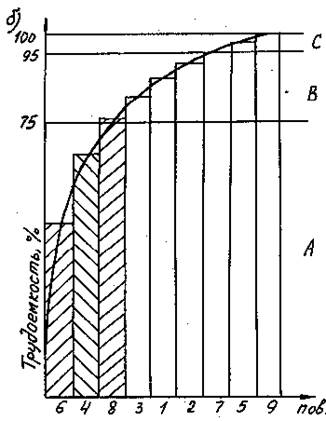
Рис.2.а) Функционально-стоимостная диаграмма (ФСД) б) Диаграмма Парето по трудоемкости. в) Диаграмма Парето по себестоимости.
С целью проверки правильности предлагаемых технологических решений, касающихся обработки опоры передней был использован метод размерного анализа [2], аппарат которого позволяет выяснить, обеспечивает ли спроектированный ТП выполнение требований, указанных на чертеже детали. Расчеты размерных схем, построенных по всем анализируемым параметрам детали, показали, что спроектированный ТП удовлетворяет предъявляемым требованиям.
Описанный подход к поиску технологических решений при проектировании ТП показывает возможность выполнения этой задачи с минимальными временными и трудовыми затратами. Сравнение способов проектирования традиционными методами и вышеописанным показало возможность снижения затрат от 25 % до 40 %, что подтверждает эффективность использования методики.
ЛИТЕРАТУРА
1. Татаркин Е.Ю. Повышение производительности и точности обработки деталей путем совершенствования элементов технологического процесса. Автореф. Дис....д.т.н., Челябинск, 1995.- 38с.
2. Размерный анализ технологических процессов / В.В. Матвеев, М.М. Тверской, Ф.И. Байков и др. М.: Машиностроение, 1982.- 264 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.