УДК 621.9
МЕТОДИКА ОПТИМИЗАЦИИ УГЛОВОГО ПОЛОЖЕНИЯ ДЕТАЛЕЙ РОТОРНОГО ПАКЕТА
Кожевникова Е.В., Непомилуев В.В., д.т.н., проф. Рыбинская государственная авиационная технологическая академия им. П.А. Соловьёва, 152934, г. Рыбинск, Ярославская обл., ул. Пушкина, 53 тел. (0855) 52-09-90, факс (0855) 52-86-88, E-mail: root@rgata.edu.ru
THE ASSEMBLY PROCESS MODELING OF GAS-TURBINE ENGINE ROTOR
Kozhevnikova E.V. Rybinsk State Aviation Technology Academy, 152934, Rybinsk, Yaroslavl region, Pushkina st., 53 tel. (0855) 52-09-90, fax (0855) 52-86-88, E-mail: root@rgata.edu.ru
The algorithm of the program for account of unrigid assembly dimension circuit of a rotor of the mixed type compressor of the gas-turbine engine is developed. The solid-state models for account of rigidity of details and definition of influence deformation factors by a method of final elements are created.
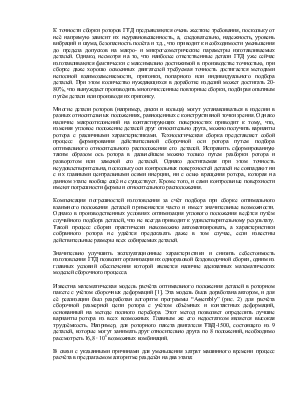
Ротор ГТД смешанного типа является одной из наиболее распространённых в настоящее время конструкций. На рис. 1 приведена схема ротора ТВД-1500, размерная цепь которого образована 9-ю деталями (деталь “коллектор” в образовании размерной цепи изделия не участвует).
Для обеспечения эксплуатационных свойств роторов необходимо наличие силового замыкания их деталей, создаваемого затяжкой призонных болтов, для обеспечения неподвижности деталей друг относительно друга при эксплуатации ГТД. Поэтому при сборке происходят деформации как самих деталей роторного пакета, так и их контактирующих поверхностей.
Рис.1. Ротор компрессора газогенератора двигателя ТВД-1500: 1 – цапфа передняя; 2 – диск 1-й ступени ротора компрессора; 3 – проставка; 4 – болт призонный; 5 – коллектор; 6 – крыльчатка центробежной ступени; 7 – диск-лабиринт; 8 – цапфа задняя
К точности сборки роторов ГТД предъявляются очень жесткие требования, поскольку от неё напрямую зависит их неуравновешенность, а, следовательно, надежность, уровень вибраций и шума, безопасность полёта и т.д., что приводит к необходимости уменьшения до предела допусков на макро- и микрогеометрические параметры изготавливаемых деталей. Однако, несмотря на то, что наиболее ответственные детали ГТД уже сейчас изготавливаются фактически с максимально достижимой в производстве точностью, при сборке даже хорошо освоенных двигателей требуемая точность достигается методами неполной взаимозаменяемости, пригонки, попарного или индивидуального подбора деталей. При этом количество нуждающихся в доработке изделий может достигать 20-80%, что вынуждает производить многочисленные повторные сборки, подбирая опытным путём детали или производя их пригонку.
Многие детали роторов (например, диски и кольца) могут устанавливаться в изделии в разных относительных положениях, равноценных с конструктивной точки зрения. Однако наличие макроотклонений на контактирующих поверхностях приводит к тому, что, изменяя угловое положение деталей друг относительно друга, можно получить варианты ротора с различными характеристиками. Технологическая сборка представляет собой процесс формирования действительной сборочной оси ротора путем подбора оптимального относительного расположения его деталей. Исправить сформированную таким образом ось ротора в дальнейшем можно только путем разборки ротора и разворотом или заменой его деталей. Однако достигаемая при этом точность неудовлетворительна, поскольку оси контрольных поверхностей деталей
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.