






































отрезанных от ИС вывода и соединяют их короткой (2-3 мм) перемычкой из алюминиевой фольги, оргстекла, бумаги и тому подобного с помощью клея.
Прочность перемычки рассчитывают по формуле
P =Sσn, (2.4)
где Р - усилие разрыва, Н; σn- временное сопротивление разрыву при растяжении для материала перемычки, Па; S - площадь поперечного сечения перемычки, мм2.
Значение P должно быть равно допустимому растягивающему усилию с возможным отклонением на 20% в сторону уменьшения.
Образец помещают в штамп и формуют. Если перемычка не порвалась, или на ней образовались слабые утяжины, считают, что растягивающие усилия в образце не достигли допустимых и аттестуют штамп. Если перемычка разорвалась, производят доработку штампа подшлифовывают радиусы и сопрягаемые вертикальные стенки пуансона и матрицы в зоне формовки выводов, измеряют гарантированный зазор и т.д., а затем снова испытывают с помощью перемычки до тех пор, пока она не останется целой.
Окончательно качество формовки и обрезки определяют путем визуального осмотра, измерения фактических размеров отформованных и обрезанных выводов и сравнения их с размерами по чертежу.
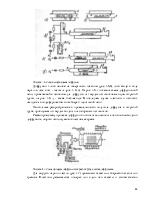
Обрезка выводов. С завода-изготовителя ИЭТ приходят с удлиненными выводами. Обрезать их в соответствии с чертежом можно на разных этапах технологического процесса:
- сразу же после формовки в одном штампе, снабженном ножами. Этот вариант используется наиболее часто;
- перед формовкой. Этот вариант менее желателен, так как отклонения в размерах выводов и ИЭТ, погрешности инструмента скажутся на размере обрезки;
- на последующих этапах техпроцесса, например, после сборки ИЭТ на ПП. Этот вариант обеспечивает групповую обработку;
- иногда выводы обрезаются предварительно (например, когда ЭРЭ выкусываются из липкой ленты-носителя), а затем окончательно после установки на ПП.
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ ВЫВОДОВ ИЭТ
В условиях единичного и опытного производства подготовительные операции обычно выполняются тем рабочим, который выполняет сборку и монтаж УПП. Для этого на сборочном участке имеются ванна лужения и набор ручной оснастки и инструмента для распаковывания, формовки, обрезки.
С появлением средств механизации и автоматизации и при увеличении объемов производства становится целесообразным специализировать на подготовительных операциях отдельный участок, оснащенный комплектом специального оборудования.
На нем осуществляются распаковывание, подготовка и хранение ИЭТ до момента выдачи на сборочный участок.
Оборудование для подготовительных операций отличается большим разнообразием как по степени автоматизации, так и по степени универсальности. Это отражает реальные условия производства УПП, в котором одновременно находятся сотни типономиналов ИЭТ, причем потребность в различных ИЭТ может отличаться в десятки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.