Выполненные оценки показали, что для низких скоростей частиц материала при самых благоприятных допущениях только 0,1 часть образованного контакта между частицей и основой может считаться полученной за счет пластической деформации. Поэтому в подобных ситуациях главным фактором, обеспечивающим прочное приваривание частицы при плазменном напылении, является термическая активация. С повышением скорости напыляемых частиц (vчаст > 100…200 м/с) давление, действующее в зоне контакта, может ускорять процесс приваривания как путем пластической деформации, так и за счет упругого искажения кристаллической решетки основы в месте удара каждой частицы.
При прочих равных условиях частицы напыляемого материала, движущиеся с более высокой скоростью, будут вызывать большую пластическую деформацию основы, что стимулирует более быстрое протекание объемных процессов в приповерхностной области материала основы и соответственно ведет к более прочному соединению. Это может объяснить факт увеличения адгезионной прочности, наблюдаемый при использовании для напыления сверхзвуковых потоков плазмы. Однако вероятно, эта тенденция (увеличение σчаст по мере увеличения vчаст) имеет уже отмечавшееся выше ограничение, которое связано с диспергированием частиц материала, имеющих высокие скорости при ударе о поверхность. Отчасти увеличение вероятности диспергирования с повышением скорости частиц может быть скомпенсировано за счет уменьшения размера частиц напыляемого порошка.
Оставляя в стороне вопрос о роли Тконт и деформации, следует отметить, что соединение образуется в первую очередь именно в местах выхода дислокаций ввиду их способности передвигаться со скоростью, выше некоторого предельного значения, необходимого для достаточно быстрой деформации, когда на поверхности образуется шлейф разорванных связей. Соответственно эти места являются центрами образования очагов схватывания напыляемого материала и основы, что хорошо сочетается с данными эксперимента. [18 С. 253-259]
СТРОЕНИЕ ПЛАЗМЕННО-НАПЫЛЕННЫХ МАТЕРИАЛОВ
Структура
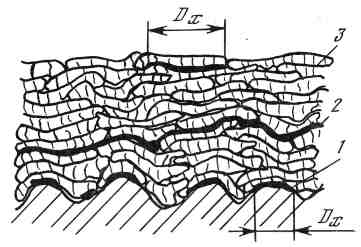
[18 С. 273-286] Наиболее часто встречающееся в литературе описание структуры плазменно-напыленных материалов основано на схематичном представлении, показанном на рис. 9.
|
|
Рис. 9. Схема структуры плазменных покрытий
1 - граница между покрытием и основой; 2 - граница между напыленными слоями; 3 - граница между частицами; Dх – диаметр участка контакта, на котором произошло "приваривание" частицы
Трем типам границ соответствуют три типа структурных элементов:
- подложка, или основа, на которую наносят покрытие или на которой формируют напыляемый материал;
- плазменно-напыленный слой;
- дискретная частица материала в конечном состоянии - после распыления, удара и затвердевания.
Строение слоя, сформированного за один проход, или "горки", полученной напылением в неподвижное пятно, неоднородно вследствие неравномерности распределения температуры и скорости частиц материала по сечению потока. Образование покрытия последовательной укладкой множества деформирующихся частиц с разной температурой, скоростью, агрегатным состоянием, массой неизбежно приводит к характерному чешуйчатому строению с зернистыми включениями и микропустотами - порами.
В зависимости от соотношения тепловой и кинетической энергий распыленных частиц в момент их встречи с основой возможно образование двух типов структур - с преобладающим зернистым и слоистым строением. Каждая застывшая частица в структурах обоих типов имеет, в свою очередь, зернистое и чешуйчатое строение. Размеры образований внутри частиц зависят от дискретно-коллективных условий теплообмена дисперсной фазы при формировании слоя и лежат в пределах 0,1…10 мкм.
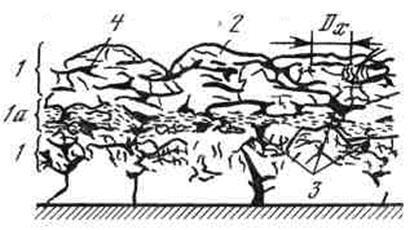
Детальный анализ строения оксидных покрытий привел к построению уточненной модели структуры (рис. 10).
|
|
Рис. 10. Модель, отражающая основные структурные элементы плазменного покрытия
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.