10 АВТОМАТИЗАЦІЯ ВИРОБНИЧИХ ПРОЦЕСІВ
Підвищення ефективності економіки України безпосередньо пов`язано з впровадженням технічного прогресу, одним із важливіших досягнень якого є автоматизація технологічних процесів. Автоматизація та механізація виробництва робить працю робочих більш ефективною та продуктивною. Головними задачами в області автоматизації є:
- прискорення науково-технічного прогресу як вирішальної умови підвищення ефективності виробництва і покращення якості продукції;
- забезпечення подальшого розвитку та підвищення автоматичних систем управління і обчислювальних центрів, об`єднання їх у єдину систему збору та обробітку інформації для обліку планування та управління;
- продовження робіт по утворенню закінчених систем машин та приборів, які дозволяють комплексно механізувати та автоматизувати весь технологічний цикл – від постачання сировини до готової продукції.
Автоматизація забезпечує практично миттєву фіксацію виміру в знаходженні технологічного процесу, регулюванні його, передбачає можливу аварію, вибух, пожежу, дозволяє вивести людину з небезпечних та шкідливих зон, забезпечує створення безпечних умов праці. Наявність автоматичних систем у даному технологічному процесі дозволяє використовувати меншу кількість обслуговуючого персоналу, підвищити потужність виробництва[42].
У данному дипломному проекті використані прибори КВП і А, системи ДСП, які дозволяють контролювати наступні параметри: рівень, витрати, температуру та тиск.
10.1 Контур регулювання рівня в апараті Б1
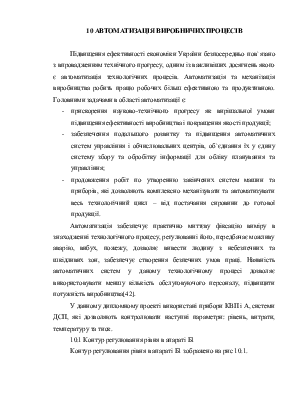
Контур регулювання рівня в апараті Б1 зображено на рис 10.1.
Рис. 10.1 – Контур регулявання рівня в апараті Б1
Вимірювання рівня в апаратах за допомогою ультразвукових вимірювачів рівня ЕХО-3(поз. 3-1, 3-2). Принцип дії базується на вимірюванні часу проходження ультразвукового сигналу від датчика до поверхні речовини та назад. Прилад має уніфікований вихід струму. Виміряні значення надходять на другорядний прилад КСУ-2(поз. 3-3). Вихідний струмовий сигнал з другорядного приладу надходить на вхід електронного регулятора системи контуру Р-25 (поз. 3-4). Цей електронний регулятор забезпечує перехід від ручного управління на автоматичне, а також задає величину параметру, що регулюється. Вироблена регулятором управляюча дія надходить на електронний тиристорний підсилювач ПБР-3(поз. 3-5). Цей підсилювач керує роботою електронного виконуючого механізму.
Інші контури регулювання рівня діють аналогічно.
10.2 Контур регулювання температури в апараті Ж1
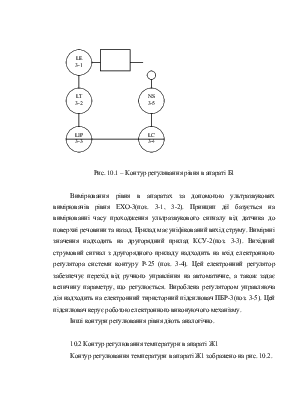
Контур регулювання температури в апараті Ж1 зображено на рис. 10.2.
Рис. 10.2 – Контур регулювання температури в апараті Ж1
Вимір температури здійснюється за допомогою термометру опору, принцип дії якого полягає у зміні опору. Сигнал від датчика надходить на другорядний прилад – автоматичний само пишучий міст КСМ-3, принцип дії якого в порівнянні сигналів датчика відомим сигналам.
Інші контури регулювання температури діють аналогічно.
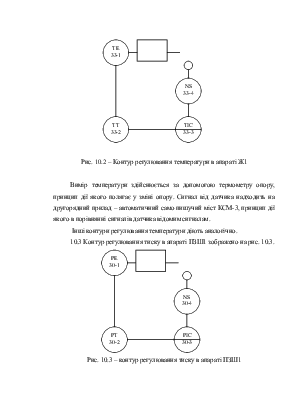
10.3 Контур регулювання тиску в апараті ПЗШ1 зображено на рис. 10.3.
Рис. 10.3 – контур регулювання тиску в апараті ПЗШ1
Автоматичний контроль тиску здійснюється за допомогою манометра загальнопромислового призначення МТП-160, границя 0-10 кг на см2[43].
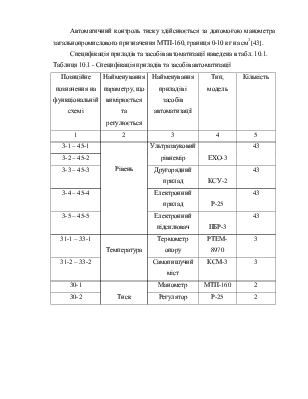
Специфікація приладів та засобів автоматизації наведена в табл. 10.1.
Таблиця 10.1 - Специфікація приладів та засобів автоматизації
|
Позиційне позначення на функціональній схемі |
Найменування параметру, що вимірюється та регулюється |
Найменування приладів і засобів автоматизації |
Тип, модель |
Кількість |
|
1 |
2 |
3 |
4 |
5 |
|
3-1 – 45-1 |
Рівень |
Ультразвуковий рівнемір |
ЕХО-3 |
43 |
|
3-2 – 45-2 |
||||
|
3-3 – 45-3 |
Другорядний прилад |
КСУ-2 |
43 |
|
|
3-4 – 45-4 |
Електронний прилад |
Р-25 |
43 |
|
|
3-5 – 45-5 |
Електронний підсилювач |
ПБР-3 |
43 |
|
|
31-1 – 33-1 |
Температура |
Термометр опору |
РТЕМ-8970 |
3 |
|
31-2 – 33-2 |
Самопишучий міст |
КСМ-3 |
3 |
|
|
30-1 |
Тиск |
Манометр |
МТП-160 |
2 |
|
30-2 |
Регулятор |
Р-25 |
2 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.