4.3. Ступицы передних колёс
Технологический процесс устранения основных дефектов ступиц передних колёс (детали 120-3103015, 200-3103015-А6, 51-3103015-Б и 20-3103015-Б)
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
Дефекты. 1. Износ отверстия в ступице под кольцо внутреннего роликового подшипника, износ отверстия под сальник. 2. Износ отверстия под кольцо наружного подшипника, износ или повреждение резьбы под колпак ступицы у автомобилей ГАЗ-51 и М-21 «Волга» |
|||
|
1 2 |
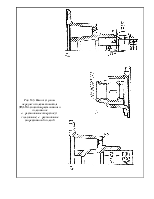
Расточить изношенное отверстие в ступице под кольцо внутреннего и наружного роликовых подшипников со снятием слоя металла 0,5-0,6 мм на сторону под вибродуговую наплавку Установить ступицу переднего колеса на станок и зачистить поверхность гнёзд под наружный и внутренний подшипники до металлического блеска. Наплавить изношенные гнёзда под кольцо наружного и внутреннего роликовых подшипников плотным слоем металла толщиной 1,75 мм на сторону |
Токарный станок типа 1К62, приспособление для расточки Вибродуговая установка типа УАНЖ-6ВНИИАТ или КУМА-5М |
Расточной резец для глухих отверстий с пластинкой твёрдого сплава ВК6. Штангенциркуль 150 мм, точность 0,1 мм Наждачное полотно, оправка для зачистки поверхности с наждачным полотном. Штангенциркуль 150 мм, точность 0,1 мм |
Наплавку производить по следующему режиму и технологическому процессу: электродная проволока марок СВ-08, А-10, А-15 Ø 1,6 мм; скорость подачи проволоки 1,4 м/мин для ЗИЛ-164 и МАЗ-200 и 1,3 м/мин для ГАЗ-51 и М-21 «Волга»; вылет проволоки из мундштука
15-18 мм; шаг наплавки для гнезда под внутренний подшипник
2,5 мм/об для ЗИЛ-164 и ГАЗ-51, 3,5 мм/об для МАЗ-200 и 2,4 мм/об для М-21
«Волга»; шаг наплавки для гнезда под наружный подшипник 2,3 мм/об для М-21
«Волга»; угол подвода проволоки ![]() для ЗИЛ-164 и МАЗ-200
и
для ЗИЛ-164 и МАЗ-200
и ![]() для ГАЗ-51 и М-21 «Волга»; число оборотов
детали в минуту для гнезда внутреннего подшипника 1,3 для ЗИЛ-164, 0,8 для
МАЗ-200, 2,5 для ГАЗ-51 и 3,5 для М-21 «Волга»; число оборотов детали в минуту
для гнезда под наружный подшипник 2,0 для ЗИЛ-164, 1,0 для МАЗ-200, 3,5 для
ГАЗ-51 и 4,0 для М-21 «Волга»; размах вибрации электродной проволоки 1,5-2,0 мм; напряжение 16-17 в; сила тока 80-90 а, а для ЗИЛ-164 80 а; расход
жидкости для охлаждения мундштука 0,02 л/мин; движение головки аппарата – слева
направо
для ГАЗ-51 и М-21 «Волга»; число оборотов
детали в минуту для гнезда внутреннего подшипника 1,3 для ЗИЛ-164, 0,8 для
МАЗ-200, 2,5 для ГАЗ-51 и 3,5 для М-21 «Волга»; число оборотов детали в минуту
для гнезда под наружный подшипник 2,0 для ЗИЛ-164, 1,0 для МАЗ-200, 3,5 для
ГАЗ-51 и 4,0 для М-21 «Волга»; размах вибрации электродной проволоки 1,5-2,0 мм; напряжение 16-17 в; сила тока 80-90 а, а для ЗИЛ-164 80 а; расход
жидкости для охлаждения мундштука 0,02 л/мин; движение головки аппарата – слева
направо
|
3 4 |
Подрезать торец ступицы от наплывов металла. Расточить
наплавленную поверхность гнезда наружного подшипника под номинальный размер.
Снять фаску по чертежу (ЗИЛ-164, МАЗ-200). Расточить отверстие под резьбу
ГАЗ-51 до Ø Подрезать торец от наплывов металла и расточить
наплавленное гнездо обоймы внутреннего роликового подшипника под номинальный
размер по чертежу. Расточить отверстие под сальник до Ø |
Токарный станок типа 1К62 или 1А616П, токарное приспособление Токарный станок типа 1К62 или 1А616П, токарное приспособление |
Подрезной резец с пластинкой твёрдого сплава ВК8, расточной резец для глухих отверстий с пластинкой ВК8, канавочный резец, резьбовой резец 16×20 РФ-1. Индикатор на штативе, гладкие пробки по размерам отверстий, резьбовые кольца М76×1,5 и М64×1,5 Подрезной резец с пластинкой твёрдого сплава ВК8, расточной канавочный резец с пластинкой ВК8. Индикатор на штативе, гладкие пробки по размерам отверстий. |
Технические условия на ремонт: поверхности гнёзд под внешнюю обойму внутреннего и наружного роликовых подшипников ступицы переднего колеса должны быть концентричны, отклонения допускаются в пределах: 0,12 мм для ЗИЛ-164 и 0,10 мм для МАЗ-200, ГАЗ-51
и М-21 «Волга». Указанные поверхности должны быть концентричны цилиндрической посадочной поверхности под тормозной барабан в пределах: у ЗИЛ-164 – 0,15 мм при диаметре 150 мм; у МАЗ-200 – 0,12 мм при диаметре 220 мм; у ГАЗ-51 – 0,12 мм при диаметре 160 мм; у М-21 «Волга» - 0,10 мм при диаметре 110 мм. Указанные поверхности должны быть перпендикулярны поверхностям прилегания тормозного барабана и диска колёс, отклонение допускается в пределах: 0,15 мм на радиусе 150 мм у ЗИЛ-164; 0,08 мм на радиусе 100 мм у МАЗ-200 и 0,10 мм на крайних точках фланца ступицы у ГАЗ-51 и М-21 «Волга». Изношенные гнёзда под кольца роликовых подшипников в ступицах можно восстановить способом электрометаллизации аппаратом ЭМ-3 с удлинённой головкой УГ или способом растачивания и гильзования
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
Дефект. 3. Износ отверстий под шпильки крепления тормозного барабана до диаметра более 13,0 мм у автомобилей ЗИЛ-164 и МАЗ-200 |
|||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 мм на длину 11,5 мм у М-21 «Волга». Проточить канавку Ø 73 мм шириной 3 мм по чертежу. Расточить отверстие под углом
мм на длину 11,5 мм у М-21 «Волга». Проточить канавку Ø 73 мм шириной 3 мм по чертежу. Расточить отверстие под углом