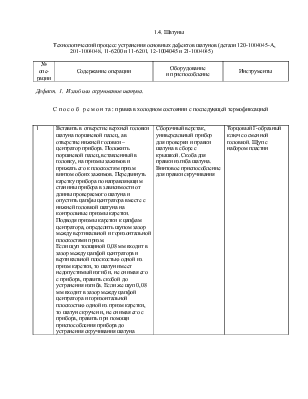
1.4. Шатуны
Технологический процесс устранения основных дефектов шатунов (детали 120-1004045-А, 201-1004048, 11-6200 и 11-6201, 12-1004045 и 21-1004045)
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
Дефект. 1. Изгиб или скручивание шатуна. |
|||
Способ ремонта: правка в холодном состоянии с последующей термофиксацией
|
1 |
Вставить в отверстие верхней головки шатуна поршневой палец, а в отверстие нижней головки – центратор прибора. Положить поршневой палец, вставленный в головку, на призмы зажимов и прижать его к плоскостям призм винтом обоих зажимов. Передвинуть каретку прибора по направляющим станины прибора в зависимости от длины проверяемого шатуна и опустить цапфы центратора вместе с нижней головкой шатуна на контрольные призмы каретки. Подводя призмы каретки к цапфам центратора, определить щупом зазор между вертикальной и горизонтальной плоскостями призм. Если щуп толщиной 0,08 мм входит в зазор между цапфой центратора и вертикальной плоскостью одной из призм каретки, то шатун имеет недопустимый изгиб и, не снимая его с прибора, править скобой до устранения изгиба. Если же щуп 0,08 мм входит в зазор между цапфой центратора и горизонтальной плоскостью одной из призм каретки, то шатун скручен и, не снимая его с прибора, править при помощи приспособления прибора до устранения скручивания шатуна |
Сборочный верстак, универсальный прибор для проверки и правки шатуна в сборе с крышкой. Скоба для правки изгиба шатуна. Винтовое приспособление для правки скручивания |
Торцовый Г-образный ключ со сменной головкой. Щуп с набором пластин |
|
№ опе-рации |
Содержание операции |
Оборудование и приспособление |
Инструменты |
|
2 |
Нагреть шатун до температуры |
Нагревательная электропечь-ванна для деталей |
Специальный крюк, термические щипцы. Термопара с
гальванометром типа ТХА с диапазоном измерения от 50 до |
Отремонтированный шатун должен отвечать следующим техническим условиям: 1. Отклонение осей отверстий верхней и нижней головок шатуна в одной плоскости на длине 100 мм должно быть не более у ЗИЛ-164 – 0,06 мм, у ЯАЗ-204 – 0,08 мм, у ГАЗ-51 – 0,04 мм.
2. Не параллельность осей в пределах этой плоскости на длине 100 мм допускается не более: у ЗИЛ-164 – 0,03 мм, у ЯАЗ-204 – 0,05 мм, у ГАЗ-51 – 0,04 мм и у М-21 – 0,03 мм.
|
Дефект. 2. Износ отверстия во втулке верхней головки шатуна. |
|
1 2 3 |
Запрессовать в отверстие верхней головки шатуна по две втулки у ЗИЛ-164 и ЯАЗ-204 и по одной у ГАЗ-51, совмещая смазочные отверстия во втулке и головке шатуна Прошить гладкой брошью отверстие в запрессованных втулках верхней головки Расточить в линию отверстия в запрессованных втулках
верхней головки шатуна до размера: у ЗИЛ-164 Ø Снять фаски 1× |
Слесарный верстак, пневматический или ручной пресс 3 т ГАРО типа 274 Ручной пресс 3 т ГАРО типа 274, подставка Алмазно-расточный горизонтальный станок типа 2А710, борштанга с резцами |
Оправка для запрессовки втулок, подставка Гладкая брошь, диаметр которой больше диаметра отверстия на 0,05 мм Призма с индикаторной головкой для установки резцов,
микрометры 0-25 и 25-50 мм, контркалибры. Индикаторные нутромеры 18-35 и 35-50 мм или гладкие пробки Ø
|
Овальность и конусность расточенных отверстий во втулках верхней головки шатуна должна быть не более отверстий 0,013 мм у МАЗ-204 и 0,005 мм у ГАЗ-51.
|
Дефект. 3. Износ отверстия в верхней головке шатуна под втулки в пределах 0,05-0,07 мм. |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

 мм,
ЯАЗ-204 Ø
мм,
ЯАЗ-204 Ø мм, ГАЗ-51 Ø
мм, ГАЗ-51 Ø мм
мм ,
,  ,
, мм
мм