а) изготовление заготовок с предварительно сформированным зубчатым венцом должно осуществляться методами пластического деформирования, при осевом направлении силы выдавливания, б) для усиления зуба высота его ножки на торцах должна быть существенно уменьшенной за счет дуговой образующей дна впадины, так чтобы были созданы небольшие перемычки на торцах колеса, в) для обеспечения правильной работы передачи (удовлетворительного коэффициента перекрытия) высота зуба в среднем сечении зубчатого венца должна быть не меньше расчетной в этом сечении (для передачи обычной конструкции), г) радиус дуги впадины должен удовлетворять возможностям применения дисковых инструментов для осуществления чистовой обработки, д) дуга, очерчивающая поверхность вершин, должна быть эквидистантной к дуге впадины сопряженного колеса и гарантировать зацепление без заклинивания передачи.
С учетом вышесказанных рекомендаций предлагается методика геометрического расчета дуг образующих вершины и впадины прямозубых конических колес с усиленными по торцам зубьями. Исходными данными в этом расчете являются следующие параметры:
-передаточное число (i), а, следовательно, углы делительных ( начальных) конусов и шестерни колеса (б1 и б2), параметры исходного контура (а, с*, h*, hf*) зубчатого венца (согласно ГОСТ 1375481), - внешнее конусное расстояние (Re) и ширина зубчатого венца (b),
- числа зубьев колес передачи (z1, z2), которые вместе с параметрами исходного контура позволят определить углы ножек (Θf1, Θf2) и углы головок (Θα1,Θα2)зубьев шестерни и колеса (для передачи обычной формы).
Основой для расчета является форма впадины, которая должна быть очерчена дугами окружности установленного радиуса. Линия вершины сопряженного колеса будет образовываться как дуга сосной окружности с радиусом, уменьшенным на величину радиального зазора. Все геометрические построения даны для ортогональной конической передачи.
По итогам произведенных расчетов значение радиусов образующих вершин шестерни и колеса будут: rw1 = rF2 – c* mc, rw2 = rF1 – c* mc
В зависимости от требований, предъявляемых к проектируемой передаче, и технологии её изготовления, можно выбирать нужный радиус в интервалах значений (rF’, rF)
|
|
|
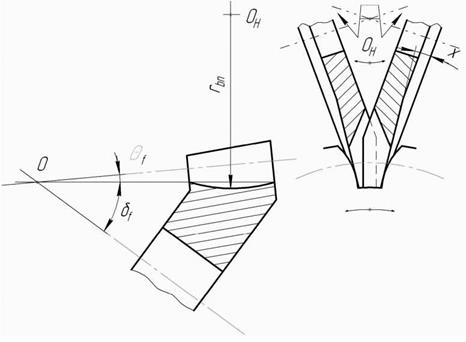
Рисунок 3.13 Схема нарезания прямозубых конических колес спаренными резцовыми головками |
Поскольку зубья шестерни в большей мере нуждаются в усилении, рекомендуется величину вогнутости дна впадины назначать вблизи нижнего предела, при этом радиусу дуги, образующей впадину колеса, может оставаться максимальным, что облегчит отделочную обработку и будет способствовать некоторому увеличению активной боковой поверхности зубьев.
Зубонарезание (чистовое) конических колес с усиленными по торцам зубьями возможно лишь дисковыми инстру-ментами, диаметр которых должен быть равен удвоенному радиусу, которым очерчивается дно впадины. Эта возможность обосновывается уже имеющимся прототипом. Речь идет о методе зубонарезания конических прямозубых колес традиционного исполнения. Этот метод (см. рисунок 3.13) основан на использовании спаренных резцовых головок достаточно большого диаметра (150-400 мм). Режущие плоскости головок при вращении совпадают с гранями зубьев плоского производящего колеса. Следовательно, в данном случае применяются инструменты - резцовые головки с нулевым углом профиля. Продольная подача (перпендикулярно осям головок) отсутствует, поэтому дно впадины очерчивается дугой, радиус которой определяется по формуле: rbn = rn/cosα, где rn - радиус, на котором расположены периферийные кромки резцов, а- угол профиля исходного контура. Ширина венца обрабатываемых колес лимитируется вогнутостью, образующейся на дне впадины. Таким образом, по чисто внешним признакам метод обработки двумя спаренными головками мог бы быть использован и в нашем случае, т.е. для обработки колес с усиленными по торцам зубьями. Однако при небольшом диаметре инструмента этого нельзя сделать по чисто конструктивным соображениям. Приходиться в данном случае головки раздвигать, но с таким расчетом, чтобы избежать интерференции лезвий головок между собой. Это, в свою очередь, позволит избежать необходимости синхронизировать частоты вращения головок, что существенно упростит кинематику привода и, следовательно, конструкцию станка. Схема расположения инструмента и
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.