2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю
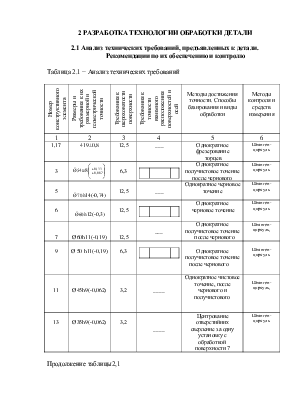
Таблица 2.1 − Анализ технических требований
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности. Способы базирования и виды обработки |
Методы контроля и средств измерения |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
1,17 |
419±0,8 |
12,5 |
___ |
Однократное фрезерование торцев |
Штанген-циркуль |
|||
|
3 |
Ǿ54u8 |
6,3 |
|
Однократное получистовое точение после чернового |
Штанген-циркуль |
|||
|
5 |
Ǿ70h14(-0,74) |
12,5 |
___ |
Однократное черновое точение |
Штанген-циркуль |
|||
|
6 |
Ǿ60h12(-0,3) |
12,5 |
|
Однократное черновое точение |
Штанген- циркуль |
|||
|
7 |
Ø60h11(-0,19) |
12,5 |
___ |
Однократное получистовое точение после чернового |
Штанген- циркуль, |
|||
|
9 |
Ø 50 h11(-0,19) |
6,3 |
|
Однократное получистовое точение после чернового |
Штанген- циркуль |
|||
|
11 |
Ø45h9(-0,062) |
3,2 |
____ |
Однократное чистовое точение, после чернового и получистового |
Штанген-циркуль, |
|||
|
13 |
Ø35h9(-0,062) |
3,2 |
____ |
Центрование отверстийиих сверление за одну установку с обработкой поверхности 7 |
Штанген- циркуль |
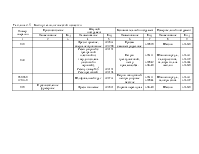
Продолжение таблицы2,1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
15 |
М27×2-0,3 |
3,2 |
___ |
Чистовое точение после получистовой, |
Шагомер |
|
19 |
23±1 |
2,5 |
___ |
Однократное фрезерование |
Скоба Односто ронняя |
|
20 |
70H15(32) |
2,5 |
Фрезерование шпоночного паза однократное |
Скоба Односто ронняя |
|
|
21 |
163H15 |
12,5 |
Фрезерование шпоночного паза однократное |
Скоба односто ронняя |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка - поковка. Изготавливается в ковочном цехе. Анализ существующего способа получения заготовки для детали «Цапфа» КЗР 0218608Б с учётом конфигурации детали показал, что методом получения заготовки целесообразно принять штамповку.
Процесс изготовления поковки выглядит следующим образом. В нагревательной печи нагревают заготовку до температуры 550±500С. После нагревания заготовку отрезают при помощи пресс-ножниц Sc PKI 5000кН, а затем снова заготовку нагревают до температуры 1150±500С.
После повторной операции нагрева заготовку штампуют при помощи ГКМ В114 ( 6300кН ). Заготовку штампуют в двух ручьях за хода машины. Управление машиной происходит при помощи педалей. Потом происходит нормализационный отжиг. Поковку нормализуют согласно инструкции, температурный интервал обработки от 880- 9200С, допускаемая погрешность измерения ±500С, темп толкания 15 мин.
После того как осуществили отжиг, осуществляется очистка дробеметная при помощи дробеметного барабана в который загружается не более 50 поковок. Затем происходит зачистка при помощи обдирочно- шлифовального станка. На этой операции осуществляется зачистка заусенцев по периметру среза и по плоскости разъема матриц. Потом происходит правка на прессе Ф1734 ( 2500кН ). Поковку правят за два удара.
Заключительной операцией по изготовлению заготовки, является контрольная. Контроль осуществляется на столе ОТК 617-7878-6202. Также проверяют качество нормализации, качество нормализации проверяется контролем температурного интервала по предъявленной диаграмме нормализации. Проверяют смещение по разъему матриц и пуансона, проверяется остаточный облой по контуру обрезки, также допускаемые откланения от прямолинейности.
Транспортировка поковки осуществляется при помощи мостового крана.
2.2.2 Определение припусков и допусков по стандартам.
Расчёт размеров заготовки, коэффициента использования материала
Исходный индекс – 14
Класс точности – Т4
Группа стали – М2
Степень сложности – С2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.