Балтийский Государственный Технический Университет «ВОЕНМЕХ» им. Д.Ф.Устинова
Реферат на тему:
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ, СВАРОЧНОЕ ОБОРУДОВАНИЕ, СВАРОЧНЫЕ МАТЕРИАЛЫ
Выполнила
Капшина Л.Б. гр.А161
Санкт-Петербург, 2009
Требования к источникам питания сварочной дуги
Электрическая сварочная дуга представляет собой очень своеобразный вид нагрузки, отличающийся от других потребителей электроэнергии. Основные особенности сварочной дуги как нагрузки следующие:
— для зажигания дуги требуется более высокое напряжение, чем для поддержания ее горения;
— во время горения дуги электрическая цепь либо разрывается, либо происходит короткое замыкание;
— напряжение дуги меняется с изменением длины дуги, а вместе с этим и сила сварочного тока;
— в момент короткого замыкания (т. е. в моменты зажигания дуги и перехода капли расплавленного метала на изделие) напряжение между изделием и электродом падает до нуля.
Такие особенности сварочной дуги обусловливают ряд требований к источникам питания для нее.
Во-первых, напряжение холостого хода источника питания должно быть в 2—3 раза выше напряжения сварочной дуги, что необходимо для облегчения зажигания дуги. В то же время это напряжение должно быть безопасным при выполнении необходимых правил. ГОСТ определяет максимальное напряжение холостого хода не выше 80 В для источников питания переменного тока и 90 В — постоянного тока.
Во-вторых, изменения напряжения дуги, происходящие при изменении ее длины, не должны вызвать значительного изменения сварочного тока, и значит, изменения теплового режима сварки.
В-третьих, сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если ток короткого замыкания выше сварочного тока в 1,1—1,5 раза (в некоторых случаях — в два раза).
В-четвертых, время восстановления напряжения после короткого замыкания должно быть небольшим (обычно требуется, чтобы напряжение восстанавливалось от 0 до 25 В за время не более 0,05 сек). Это требуется, чтобы обеспечить устойчивость дуги.
В-пятых, источник питания дуги должен иметь устройство для регулирования сварочного тока. Регулирование тока необходимо, чтобы иметь возможность производить сварку электродами разных диаметров. Пределы регулирования тока должны составлять примерно 30— 130% от номинального сварочного тока.
Изложенные требования относятся к источникам питания для ручной дуговой сварки; для других видов дуговой сварки эти требования могут отличаться.
Сварочные материалы
Проволока сварочная стальная
Стальная сварочная проволока, предназначенная для сварки и наплавки, изготавливается по ГОСТ 2246-70.
Стандартом предусматривается 77 марок сварочной проволоки различного химического состава: 6 марок низкоуглеродистой проволоки, 30 марок легированной проволоки и 41 марка высоколегированной проволоки.
В легированной проволоке содержится от 2,5 до 10% легирующих компонентов, в высоколегированной — свыше 10%.
Буквы и цифры в наименовании марок проволоки означают:
Св — проволока сварочная;
08 — 0,8% углерода (среднее содержание);
А — нормальное, АА — еще более низкое содержание вредных примесей серы и фосфора;
Г — проволока, легированная марганцем
Таким образом, например, марка сварочной проволоки Св-08ГС расшифровывается следующим образом: Св — сварочная проволока, содержащая 0,8% углерода, до 1% марганца и до 1% кремния.
Порошковая проволока
Порошковая проволока представляет собой стальную оболочку с запрессованным в ней порошком. Порошковая проволока применяется как для сварки, так и для наплавки.
Современная порошковая проволока изготавливается в основном пяти типов (рис. 35): трубчатая, трубчатая с нахлестом, с загибом в оболочке (двух типов) и двухслойная.

Порошковая проволока выпускается диаметром от 1,6 до 3,6 мм. Для оболочки используется лента из низкоуглеродистой стали марки 08КП холодного проката в состоянии «мягкая» или «особо мягкая».
Проволока выпускается с пятью видами порошков (шихты):
— рутило-целлюлозная;
— корбонатно-флюоритная (флюорит — плавиковый шпат CaF2);
— флюоритная;
— рутило-флюоритная;
— рутиловая.
Сварочные преобразователи и сварочные агрегаты
Сварочные преобразователи и сварочные агрегаты служат источниками питания для сварки постоянным током.
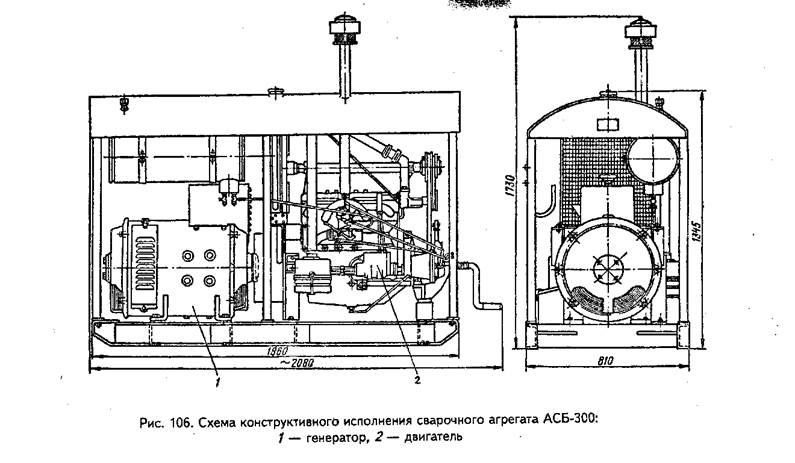
Сварочный преобразователь состоит из генератора постоянного тока и приводного элекродвигателя, сварочный агрегат — из генератора и приводного двигателя внутреннего сгорания. Таким образом, сварочные преобразователи и агрегаты различаются, в первую очередь, тем, что они имеют различные типы привода для генератора постоянного тока.
Сварочные преобразователи, как правило, оснащаются асинхронными трехфазными двигателями в однокор-пусном исполнении. Сварочные преобразователи либо монтируются стационарно, либо имеют колеса для перемещения по цеху.
Сварочные агрегаты предназначены для работы в полевых условиях, а также в некоторых других случаях (например, при сильном колебании напряжения в электрической сети). Генератор и двигатель внутреннего сгорания
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.