Балтийский Государственный Технический Университет «ВОЕНМЕХ» им. Д.Ф.Устинова
Реферат на тему:
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Выполнила
Капшина Л.Б. гр.А161
Санкт-Петербург, 2009
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями. Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании. Затрудненность расширения и сжатия металла обусловлена тем, что нагретый участок со всех сторон окружен холодным металлом, размеры которого не претерпевают никаких изменений. Реактивные остаточные напряжения возникают в связи с дополнительным закреплением свариваемых деталей (в приспособлении, при жестком закреплении и т. п.), также препятствующим нормальному протеканию процессов расширения и сжатия. Реактивные напряжения характеризуются неуравновешенной эпюрой напряжений.
Структурные напряжения возникают в конструкции вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки до температуры выше критических точек. Значительные по величине структурные напряжения возникают при сварке закаливающихся сталей, при охлаждении которых после сварки в околошовной зоне образуются мартенсит-ные, имеющие наибольший удельный объем структуры.
Различают сварочные напряжения трех родов. В сварных конструкциях из низкоуглеродистых и низколегированных сталей в основном развиваются сварочные напряжения первого рода. Они действуют и уравновешиваются в значительных, соизмеримых с размерами конструкции или отдельных ее деталей, объемах. При определенных условиях возможно возникновение сварочных напряжений второго и третьего родов — действующих и уравновешивающихся в пределах отдельных зерен металла.
В зависимости от пространственного расположения и взаимодействия различают сварочные напряжения: линейные или одноосные, действующие только по одной оси в одном направлении (рис. 4-14, а), плоскостные или двухосные, действующие в двух направлениях (рис. 4-14, б), и объемные или трехосные, действующие в трех направлениях (рис. 4-14, в). По направлению действия различают продольные и расположенные поперек оси шва линейные сварочные напряжения (рис. 4-15).
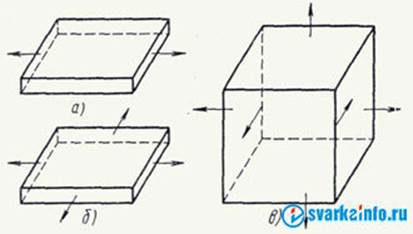
Рис. 4-14. Различные виды напряженного состояния; напряжения: а - линейные; б - плоскостные; в - объемные сварочные
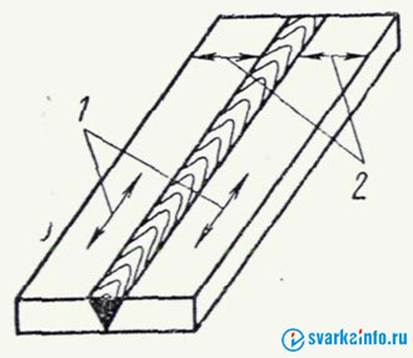
Рис. 4-15. Продольные (1) и поперечные (2) напряжения в сварном соединении
Практика эксплуатации сварных конструкций показывает, что в большинстве случаев сварочные напряжения не снижают несущей способности конструкций. По вопросу о влиянии, оказываемом сварочными напряжениями на работоспособность сварной конструкции, нет единого мнения. Большинство исследователей приходит к выводу о том, что линейные сварочные напряжения не снижают прочности сварных конструкций ни при одном из видов нагрузок (статической, вибрационной, ударной), если металл, из которого изготовлена конструкция, в процессе ее эксплуатации находится в пластическом состоянии. Однако, если металл находится в хрупком состоянии, т. е. не способен к пластическому деформированию, наличие даже линейных сварочных напряжений может привести к снижению несущей способности конструкции.
Даже такой пластичный металл, как низкоуглеродистая сталь, при определенных условиях (низкая температура, резкая концентрация напряжений, наличие дефектов) может находиться в хрупком состоянии. Недостаточно ясно также влияние на прочность конструкции сварочных напряжений с плоскостным и объемным характером распределения. Большинство исследователей считают, что и при этом не происходит снижения прочности конструкции при статической (в чистом виде) нагрузке и пластичном состоянии металла.
Технологию сварки и сборки конструкции следует разрабатывать с учетом обеспечения минимальной величины сварочных напряжений, и там, где это диктуется условиями работы конструкции, предусматривать снятие этих напряжений. При этом следует учитывать, что снятие сварочных напряжений — весьма трудоемкая и сложная операция, и к ней следует прибегать только при действительной, технически обоснованной необходимости. Если значения сваролных напряжений достигнут предела текучести металла, они вызовут его пластическую деформацию, а следовательно, и изменения размеров и формы свариваемой конструкции, т. е. ее деформацию (коробление).
Возникающие при сварке деформации разделяют на временные, существующие только во время сварки конструкции, и остаточные, остающиеся после завершения сварки и остывания конструкции. Важное значение для практики имеют остаточные сварочные деформации. В зависимости от характера, формы и размеров свариваемых деталей различают деформацию в плоскости и деформацию из плоскости соединяемых элементов. Деформация в плоскости проявляется в изменении (уменьшении) размеров конструкции, с чем необходимо считаться при заготовке деталей и сборке под сварку, предусматривая припуск на изменение размеров.
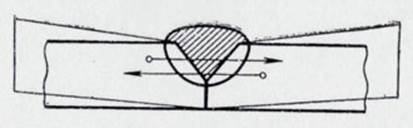
Рис. 4-16. Угловая деформация при сварке стыкового соединения
Деформация из плоскости (угловая деформация) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 4-16), в так называемом грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 4-17), а также в других изменениях формы изделий. Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации снижаются, что связано с большей жесткостью конструкции.
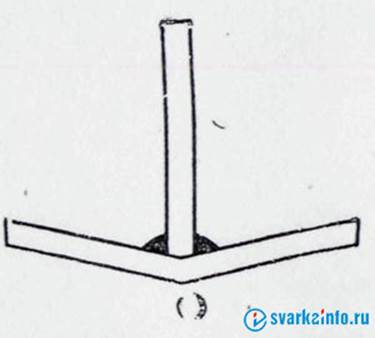
Рис. 4-17. Угловая деформация (грибовидность) при сварке таврового соединения
Существенное влияние на величину деформации оказывает значение коэффициента линейного расширения металла. При повышении коэффициента линейного расширения величина остаточных деформаций увеличивается, например при сварке конструкций из высоколегированных нержавеющих сталей, что значительно затрудняет сварку металлоконструкций и изделий из этого металла. Опыт эксплуатации показал, что в стальных конструкциях, в которых не возникают структурные напряжения, в большинстве случаев величина и характер остаточных деформаций с течением времени почти не изменяется. В конструкциях, изготовленных из сталей, при сварке которых возникают структурные напряжения, размеры и формы элемента могут изменяться с течением времени.
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит ее внешний вид. Если остаточные деформации достигают заметной величины они могут привести к неисправимому браку. При разработке, технологии сборки и сварки конструкции следует учитывать необходимость снижения остаточных деформаций до величины, при которой они не отражаются на работоспособности и внешнем виде конструкции и не затрудняют сборку отдельных элементов. Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции. Правка конструкции является весьма трудоемкой операцией, требует высокой квалификации рабочих, и ее так же, как и снятие сварочных напряжений, следует проводить только в случае действительной необходимости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.