детали, обработанная по
чертежу с Rz=0,4 , окажется менее шероховатой,
чем поверхность такой же детали, обработанная с Ra=0,1 мкм, несмотря на то, что в
таблице 6.1 оба эти значения параметров Rz и Ra расположены рядом как
соответствующие друг другу.
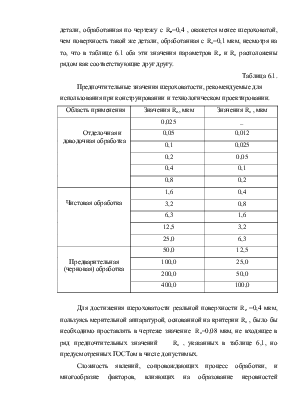
Таблица 6.1.
Предпочтительные значения шероховатости, рекомендуемые для использования при конструировании и технологическом проектировании.
|
Область применения |
Значения Rz |
Значения Ra , мкм |
|
Отделочная и доводочная обработка |
0,025 |
_ |
|
0,05 |
0,012 |
|
|
0,1 |
0,025 |
|
|
0,2 |
0,05 |
|
|
0,4 |
0,1 |
|
|
0,8 |
0,2 |
|
|
Чистовая обработка |
1,6 |
0,4 |
|
3,2 |
0,8 |
|
|
6,3 |
1,6 |
|
|
12,5 |
3,2 |
|
|
25,0 |
6,3 |
|
|
Предварительная (черновая) обработка |
50,0 |
12,5 |
|
100,0 |
25,0 |
|
|
200,0 |
50,0 |
|
|
400,0 |
100,0 |
Для достижения шероховатости реальной поверхности Rz =0,4 мкм, пользуясь мерительной аппаратурой, основанной на критерии Ra , было бы необходимо проставлять в чертеже значение Ra=0,08 мкм, не входящее в ряд предпочтительных значений Ra , указанных в таблице 6,1, но предусмотренных ГОСТом в числе допустимых.
Сложность явлений, сопровождающих процесс обработки, и многообразие факторов, влияющих на образование неровностей обуславливают отступление их формы от геометрически правильной. При этом форма и размеры неровностей, измеренные в различных направлениях, оказываются различными.
Высота неровностей поверхности, измеренная в направлении движения резания вдоль обработанных рисок (при строгании на продольно-строгальном станке в направлении возвратно-поступательного движения стола при точении и круглом шлифовании по винтовой линии), характеризует продольную шероховатость поверхности. Высота неровностей, измеренная перпендикулярно к движению резания (по направлению поперечной подачи при строгании, точении, шлифовании и т.п.), характеризует поперечную шероховатость поверхности.
В связи с тем, что такие факторы, как геометрическая форма режущего инструмента и величина подачи, отражаются только на поперечной шероховатости, ее размеры обычно в два-три раза превышают продольную шероховатость. Поэтому оценку степени шероховатости заготовки обычно производят на основании измерения поперечной шероховатости.
При определенных условиях обработки, в частности при возникновении вибраций или высокой степени пластической деформации поверхностного слоя металла, продольная шероховатость может резко возрасти и превысить поперечную шероховатость. Поэтому в подобных случаях оценивают шероховатость поверхности измерением продольной шероховатости.
На шероховатость поверхности, обработанной резанием, оказывает влияние большое число факторов, связанных с условиями изготовления заготовок:
- высота и форма неровностей;
- характер расположения и направление рисок обработки, вызванных видом и режимами обработки;
- условия охлаждения и смазки инструмента;
- химический состав и микроструктура обрабатываемого материала;
- конструкция, геометрия и стойкость режущего инструмента;
- тип и состояние использования оборудования;
- состояние вспомогательного инструмента и приспособлений и др.
Все многообразные факторы, обуславливающие шероховатость обработанной поверхности, можно объединить в три основные группы причин: а) связанные с геометрией процесса резания;
б) вызванные пластической и упругой деформациями обрабатываемого материала;
в) возникновением вибраций режущего инструмента относительно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.