сопоставляются с соответствующими параметрами объекта производства. Если на рассматриваемых операциях используются станки слишком больших размеров относительно габаритов обрабатываемых на них деталей, их следует заменить на меньших того же типа. Аналогичные выводы должны быть сделаны при сопоставлении требуемой точности и шероховатости обрабатываемых поверхностей с техническими возможностями используемых станков.
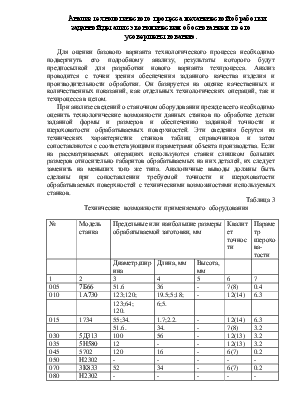
Таблица 3
Технические возможности применяемого оборудования
|
№ |
Модель станка |
Предельные или наибольшие размеры обрабатываемой заготовки, мм |
Квалитет точности |
Параметр шерохова-тости |
||
|
Диаметр,ширина |
Длина, мм |
Высота,мм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
005 |
7Б66 |
51.6 |
36 |
- |
7(8) |
0.4 |
|
010 |
1А730 |
123;120; |
19.5;5;18; |
- |
12(14) |
6.3 |
|
123;64; 120. |
6;5. |
|||||
|
015 |
1734 |
55;34. |
1.7;2.2. |
- |
12(14) |
6.3 |
|
51.6. |
34. |
- |
7(8) |
3.2 |
||
|
030 |
5Д313 |
100 |
56 |
- |
12(13) |
3.2 |
|
035 |
5Н580 |
12 |
- |
- |
12(13) |
3.2 |
|
045 |
5702 |
120 |
16 |
- |
6(7) |
0.2 |
|
050 |
Н2302 |
- |
- |
- |
- |
- |
|
070 |
3К833 |
52 |
34 |
- |
6(7) |
0.2 |
|
080 |
Н2302 |
- |
- |
- |
- |
- |
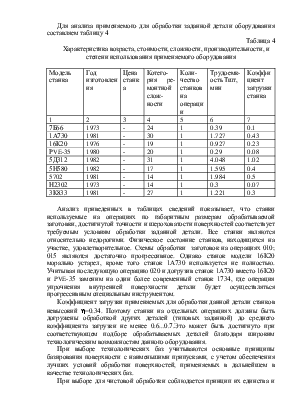
Для анализа применяемого для обработки заданной детали оборудования составляем таблицу 4
Таблица 4
Характеристика возраста, стоимости, сложности, производительности, и степени использования применяемого оборудования
|
Модель станка |
Год изготовления |
Цена станка |
Котего-рия ре-монтной слож-ности |
Коли-чество станков на операции |
Трудоемк-ость Тшт, мин |
Коэффициент загрузки станка |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
7Б66 |
1973 |
- |
24 |
1 |
0.39 |
0.1 |
|
1А730 |
1981 |
- |
30 |
1 |
1.727 |
0.43 |
|
16К20 |
1976 |
- |
19 |
1 |
0.927 |
0.23 |
|
РVE-35 |
1980 |
- |
20 |
1 |
0.29 |
0.08 |
|
5Д312 |
1982 |
- |
31 |
1 |
4.048 |
1.02 |
|
5Н580 |
1982 |
- |
17 |
1 |
1.595 |
0.4 |
|
5702 |
1981 |
- |
14 |
1 |
1.984 |
0.5 |
|
Н2302 |
1973 |
- |
14 |
1 |
0.3 |
0.07 |
|
3К833 |
1981 |
- |
27 |
1 |
1.221 |
0.3 |
Анализ приведенных в таблицах сведений показывает, что станки используемые на операциях по габаритным размерам обрабатываемой заготовки, достигнутой точности и шероховатости поверхностей соответствует требуемым условиям обработки заданной детали. Все станки являются относительно недорогими. Физическое состояние станков, находящихся на участке, удовлетворительное. Схемы обработки заготовок на операциях 010; 015 являются достаточно прогрессивное. Однако станок модели 16К20 морально устарел, кроме того станок 1А730 используется не полностью. Учитывая последующую операцию 020 и догрузив станок 1А730 вместо 16К20 и PVE-35 заменим на один более современный станок 1734, где операция упрочнения внутренней поверхности детали будет осуществляться прогрессивным специальным инструментом.
Коэффициент загрузки применяемых для обработки данной детали станков невысокий h=0.34. Поэтому станки на отдельных операциях должны быть догружены обработкой других деталей (типовых заданной) до среднего коэффициента загрузки не менее 0.6...0.7.Это может быть достигнуто при соответствующем подборе обрабатываемых деталей благодаря широким технологическим возможностям данного оборудования.
При выборе технологических баз учитываются основные принципы базирования поверхности с наименьшими припусками, с учетом обеспечения лучших условий обработки поверхностей, применяемых в дальнейшем в качестве технологических баз.
При выборе для чистовой обработки соблюдается принцип их единства и совмещения. Для анализа схем базирования заготовок при обработке и возможных поверхностей базирования составляем таблицу 5 и эскиз детали на рис.1.
Таблица 5
Базирования заготовок при обработке
|
№название операции |
Выдерживае-мые размеры |
Номера поверхностей баз |
Погрешность базирования, мм |
|||||
|
Нами-нальные |
Допуск |
Установо-чная |
Направляю-щая |
Двой-ная нап-равляющая |
Опор-ная |
Двой-ная опор-ная |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
005;верти-кально-про-тяжная |
d=51.7 |
0.046 |
1 |
4 |
- |
- |
- |
- |
|
010;токар-ная |
d=120; l=16; 9.5;35 |
0.22; 0.43; 1.5;3 |
- |
- |
4 |
2 |
- |
- |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
015;токарная |
d=55; l=5.5; 5.0 |
0.4 0.4 0.2 |
1 |
- |
- |
5 |
- |
|
|
020;калибрующая |
d=51.7 |
0.046 |
1 |
4 |
- |
- |
- |
- |
|
030;зубофрезерная |
d=100 |
0.1 |
1 |
4 |
- |
- |
- |
- |
|
035;зубозакругляющая |
d=84 |
0.1 |
1 |
4 |
- |
- |
- |
- |
|
045;ше-вен-говальная |
d=120 |
0.13 |
- |
- |
4 |
1 |
- |
- |
|
075;хонин-говальная |
d=52 |
0.03 |
1 |
- |
- |
- |
6 |
- |
Действующий техпроцесс можно совершенствовать следующим образом:
2. На операции 010 Токарная; было бы целесообразней догрузить станок 1Н713 ,учитывая его низкий коэффициент загрузки h=0.43.
3. Следующие две операции: 015 Токарная; 020 Калибрующая; объединить в одну и соответственно использовать одну единицу оборудования: станок 1А734, что сократит время на выполнение операции, по сравнению с действующем техпроцессом.
4. На операции: 030 Зубофрезерная; для сокращения времени на операцию целесообразней поменять режущую часть используемого инструмента на напайные твердосплавные пластины.
![]() 5. Необходимо
автоматизировать процесс загрузки и разгрузки
5. Необходимо
автоматизировать процесс загрузки и разгрузки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.