5. Анализ существующего технологического процесса
Предметом анализа является технологический процесс изготовления вала-шестерни 125.07.11.351 из сортового проката (ГОСТ 7415-75) диаметром 220 мм. Производство единичное. Годовой объем выпуска – 20 шт/год. Технологический процесс состоит из 16 операций механической обработки.
005 – заготовительная, ст. мод. 8Г681
010 – горизонтально расточная, ст. мод. 2Л614
015 – токарно-винторезная, ст. мод.1М63
020 – токарно-винторезная, ст. мод.1М63
025 – токарно-винторезная, ст. мод.1М63
030 – зубофрезерная, ст. мод. 5А342
080 – токарно-винторезная, ст. мод.1М63
085 – токарно-винторезная, ст. мод.1М63
090 – токарно-винторезная, ст. мод.1М63
095 – горизонтально расточная, ст. мод. 2Л614
100 – вертикально-фрезерная, ст. мод. 6550
130 – токарно-винторезная, ст. мод.1М63
135 – токарно-винторезная, ст. мод.1М63
140 – токарно-винторезная, ст. мод.1М63
145 – кругло-шлифовальная, ст. мод. 3М174
150 – кругло-шлифовальная, ст. мод. 3М174
Анализ базового технологического процесса осуществляется согласно методики [4]. Динамика изменения размеров детали рис.5 на различных стадиях ее обработки приведена в табл. 5.1. в связи с тем, что таблица отражает только основные размеры, операции, на которых они не получаются, отражаться не будут.
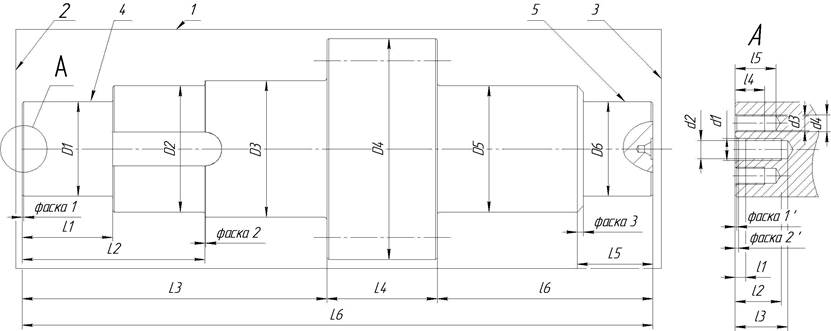
рис. 5. Эскиз вала-шестерни.
Таблица 5.1
|
№ оп. |
Этапы обработки и наименование операции |
Номинальные размеры и предельные отклонения, мм |
||||||||||||||
|
D1-d1 |
D2-d2 |
D3-d3 |
D4-d4 |
D5 |
D6 |
L1-l1 |
L2-l2 |
L3-l3 |
L4-l4 |
L5-l5 |
L6-l6 |
Фаска 1(1’) |
Фаска 2(2’) |
Фаска 2 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
005 |
Заготови-тельная |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
608-1,1 |
- |
- |
- |
|
010 |
Горизонтально-расточная |
17,35+0,53 |
21 |
- |
- |
- |
- |
14 |
48 |
54 |
- |
- |
- |
6×30° |
1,5×45° |
- |
|
015 |
Токарно-винторезная |
102-0,5 |
132-0,4 |
136-0,4 |
- |
- |
- |
86-0,4 |
173,5-0,4 |
291-,04 |
- |
- |
606 |
- |
- |
- |
|
020 |
Токарно-винторезная |
- |
- |
- |
213-0,6 |
126-0,4 |
102-0,5 |
- |
- |
- |
- |
206-0,4 |
604-65,5-0,4 |
- |
- |
- |
|
025 |
Токарно-винторезная |
- |
- |
- |
209,98-0,46 |
- |
- |
- |
- |
- |
105-0,35 |
- |
- |
1,6×45° |
- |
- |
|
030 |
Зубо-фрезерная |
m=14
мм; z=12; x=0,65; h=29,39; |
||||||||||||||
|
080 |
Токарно-винторезная |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6×30° |
1,5×45° |
- |
Продолжение таблицы 5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
085 |
Токарно-винторезная |
94±0,1 |
124±0,1 |
130±0,1 |
- |
- |
- |
86+0,54 |
173,5-0,2 |
290-0,2 |
105-0,35 |
- |
- |
- |
1,1×45° |
- |
|
090 |
Токарно-винторезная |
- |
- |
- |
94±0,1 |
120-0,87 |
- |
- |
- |
- |
105-0,35 |
65,5 |
139,5-600-1,1 |
- |
- |
6,5×45° |
|
095 |
Горизонтально-расточная |
- |
- |
13,9+0,4 |
М16-7Н |
- |
- |
- |
- |
- |
28+1,3 |
39+1,6 |
- |
- |
- |
- |
|
100 |
Вертикально-фрезерная |
Фрезеровать 2 шпоночных паза В=32Н11(+0,16); Т=111-0,2; |
||||||||||||||
|
130 |
Токарно-винторезная |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6×30° |
1,5×45° |
- |
|
135 |
Токарно-винторезная |
90,8±0,1 |
120,8±0,1 |
- |
- |
- |
- |
86+0,54 |
174+0,4 |
- |
- |
- |
- |
2×45° |
2×45° |
- |
|
140 |
Токарно-винторезная |
- |
- |
- |
- |
- |
90,8±0,1 |
- |
- |
- |
- |
- |
63,5-0,2 |
2×45° |
- |
- |
Продолжение таблицы 5.1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
145 |
Круглошлифовальная |
|
|
- |
- |
- |
- |
86+0,54 |
174+0,4 |
- |
- |
- |
- |
- |
- |
- |
|
150 |
Круглошлифовальная |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
63,5-0,2 |
- |
- |
- |
Общая последовательность образования элементов детали в процессе механической обработки можно считать рациональной, и, следовательно, изменения в эту последовательность вносить не будем.
Для анализа применяемого оборудования для обработки данной детали составляем табл. 5.2 и 5.3
Таблица 5.2.
Технологические возможности применяемого оборудования.
|
№ операции |
Модель станка |
Предельные или наибольшие размеры обрабатываемой заготовки, мм. |
Технологические возможности метода обработки |
|||
|
Диаметр (ширина), d(b) |
Длинна, l |
Высота, h |
Квалитет точности |
Шероховатость обрабатываемой поверхности, мкм. |
||
|
005 |
8Г681 |
780 |
1800 |
420 |
- |
- |
|
010 |
2Л614 |
760 |
2300 |
430 |
8…10 |
1,25 |
|
015 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
020 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
025 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
030 |
5А342 |
2000 |
560 |
130 |
- |
- |
|
080 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
085 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
090 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
095 |
2Л614 |
760 |
2300 |
430 |
8…10 |
1,25 |
|
100 |
6550 |
1500 |
1250 |
530 |
8…10 |
1,25 |
|
130 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
135 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
140 |
1M63 |
630 |
1400 |
350 |
7…10 |
1,0 |
|
145 |
3М174 |
600 |
1500 |
380 |
6…8 |
0,63 |
|
150 |
3М174 |
600 |
1500 |
380 |
6…8 |
0,63 |
Таблица 5.3
Технологическая характеристика применяемого оборудования
|
модель станка |
Год изготовления |
Цена, млн. руб. |
Категория рем-ой сложности |
Количество станков на операции |
Трудоем-кость Тшт, мин. |
Коэффи- циент з-ки станка |
8Г681 |
1978 |
9230 |
54 |
1 |
3,37 |
0,0003 |
|
2Л614 |
1978 |
17690 |
42 |
1 |
3,72 |
0,0003 |
|
1M63 |
1978 |
5530 |
31 |
1 |
17,95 |
0,0015 |
|
1M63 |
1978 |
5530 |
31 |
1 |
17,62 |
0,0015 |
|
1M63 |
1978 |
5530 |
31 |
1 |
1,24 |
0,0001 |
|
5А342 |
1975 |
8900 |
15 |
1 |
8,31 |
0,0007 |
|
1M63 |
1978 |
5530 |
31 |
1 |
0,49 |
0,00004 |
|
1M63 |
1978 |
5530 |
31 |
1 |
2,12 |
0,0002 |
|
1M63 |
1978 |
5530 |
31 |
1 |
1,48 |
0,0001 |
|
2Л614 |
1978 |
17690 |
42 |
1 |
1,84 |
0,0002 |
|
6550 |
1977 |
2850 |
30 |
1 |
2,39 |
0,0002 |
|
1M63 |
1978 |
5530 |
31 |
1 |
0,49 |
0,00004 |
|
1M63 |
1978 |
5530 |
31 |
1 |
1,79 |
0,0002 |
|
1M63 |
1978 |
5530 |
31 |
1 |
1,26 |
0,0002 |
|
3М174 |
1978 |
11600 |
30 |
1 |
2,62 |
0,0002 |
|
3М174 |
1978 |
11600 |
30 |
1 |
1,37 |
0,0001 |
Анализируя табл. 5.2 и 5.1 можно сделать следующие выводы:
1) технические характеристики вышеперечисленного оборудования позволяют получить, указанные в технических требованиях на чертеже показатели точности и качества детали. Но, учитывая тот факт, что практически все оборудование морально устарело (год изготовления 1975-1978), следует заменить его на более новое и производительное. Учитывая также то, что предприятие работает в условиях единичного производства, характеризующегося широкой номенклатурой выпускаемых изделий, универсальные станки следует заменить оборудованием с числовым программным управлением. Так например станок 1М63 заменяем станком модели 17А20ПФ30.
2) на всех операциях станки недогружены (коэффициент загрузки станка Кз = 0,0004…0,0015). Это также связано со спецификой единичного производства, а также малым объемом выпуска данной детали (20 шт/год). Поэтому станки следует догрузить другими видами деталей данного типа.
3) практически все станки имеют невысокую категорию ремонтной сложности, поэтому дешевы в эксплуатации.
Для оценки механизации и автоматизации технологического процесса составляем табл. 5.4.
Таблица 5.4
Характеристика механизации и автоматизации техпроцесса.
|
№ операции |
Модель станка |
Управление циклами станка |
Способ загрузки заготовки |
Вид межоперационного транспорта |
d= |
Качественная оценка механизации и автоматизации. |
||
|
Ступень |
Вид |
Категория |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
005 |
8Г661 |
- |
Ручн. |
Ручн. |
0,9 |
- |
Единичная |
Нулевая |
|
010 |
2Л614 |
Ручн. |
-//- |
-//- |
0,7 |
- |
Нулевая |
|
|
015 |
1М63 |
Авт. |
-//- |
-//- |
0,7 |
- |
Нулевая |
|
|
020 |
1М63 |
Авт. |
-//- |
-//- |
0,7 |
- |
Нулевая |
|
|
025 |
1М63 |
П/а |
-//- |
-//- |
0,7 |
- |
Нулевая |
|
|
030 |
5А342 |
П/а |
-//- |
-//- |
0,7 |
- |
Нулевая |
|
|
035 |
Слесарная |
Ручн. |
- |
- |
- |
- |
Нулевая |
|
|
040 |
Транспортная |
Ручн. |
Автопогруз-чик |
- |
- |
- |
Нулевая |
|
|
045 |
Моечная |
Ручн. |
- |
- |
- |
- |
Нулевая |
|
|
050 |
Транспортная |
Ручн. |
Автопогруз-чик |
- |
- |
- |
Нулевая |
|
|
055 |
Термическая |
Ручн. |
- |
- |
- |
- |
Нулевая |
|
|
060 |
Транспортная |
Ручн. |
Автопогруз-чик |
- |
- |
- |
Нулевая |
|
|
065 |
Дробеструй-ная ап. 334М |
- |
- |
Ручн. |
- |
- |
Нулевая |
|
|
070 |
Транспортная |
- |
Автопогруз-чик |
- |
- |
- |
Нулевая |
|
|
075 |
Слесарная |
- |
- |
- |
- |
- |
Нулевая |
|
|
080 |
1М63 |
Ручн. |
Ручн. |
Ручн. |
0,45 |
- |
Нулевая |
|
Продолжение таблицы 5.4
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
085 |
1М63 |
Ручн. |
-//- |
-//- |
0,45 |
- |
Единичная |
Нулевая |
|
090 |
1М63 |
Ручн. |
-//- |
-//- |
0,45 |
- |
Нулевая |
|
|
095 |
2Л614 |
Ручн. |
-//- |
-//- |
0,4 |
- |
Нулевая |
Табл. 5.4. показывает, что степень автоматизации и механизации на низком уровне. Следует провести комплекс мероприятий: автоматизировать загрузку, снятие, а также замену режущего инструмента; зажим заготовки следует производить, применяя вращающийся пневмоцилиндр, а не вручную; автоматизировать межоперационный и межцеховой транспорт, за счет применения конвейеров; автоматизировать уборку стружки и т.д.
Для анализа схем базирования при обработке, а также возникающих при этом погрешностей составляем табл. 5.5 (номера поверхностей см. рис. 5).
Таблица 5.5
Базирование заготовок при обработке.
|
№ и назначение операции |
Выдерживаемые размеры |
Номера поверхностей – баз |
Погр-ть уста- новки |
|||||
|
Номинал |
Допуск |
Устан-ая |
Направляющая |
Двойная напр-яя |
Опорная |
Двойная опорн |
||
|
005 |
608 |
2,0 |
- |
- |
1(4) |
2(1) |
- |
0 |
|
010 |
50 |
0,62 |
- |
- |
1(4) |
2(1) |
- |
0 |
|
Ø6,3 |
0,36 |
|||||||
|
50 |
0,62 |
|||||||
|
Ø17,35 |
0,53 |
|||||||
|
Ø21 |
0,52 |
|||||||
|
7,5 |
0,36 |
|||||||
|
Ø35 |
0,62 |
|||||||
|
M20 |
0,021 |
|||||||
|
015 |
606 |
1,55 |
- |
- |
1(4) |
3(1) |
- |
0 |
|
Ø136 |
0,4 |
|||||||
|
Ø132 |
0,4 |
|||||||
|
Ø104 |
0,5 |
|||||||
|
020 |
604 |
1,55 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
Ø213 |
0,6 |
|||||||
Продолжение таблицы 5.5.
|
№ операции |
Выдерживаемые размеры |
Номера поверхностей – баз |
Погр-ть уста- новки |
|||||
|
Номинал |
Допуск |
Устан-ая |
Направляющая |
Двойная напр-яя |
Опорная |
Двойная опорная |
||
|
020 |
Ø126 |
0,4 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
Ø102 |
0,5 |
|||||||
|
025 |
Ø209,98 |
0,46 |
- |
- |
5(4) |
3(1) |
- |
0 |
|
Ø102 |
0,5 |
|||||||
|
105 |
0,35 |
|||||||
|
1,6 |
0,25 |
|||||||
|
030 |
29,39 |
0,62 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
080 |
Ø6,3 |
0,36 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
085 |
Ø130 |
1,0 |
- |
- |
5(4) |
3(1) |
- |
0 |
|
Ø124 |
0,2 |
|||||||
|
173,5 |
0,2 |
|||||||
|
Ø94 |
0,2 |
|||||||
|
1,1 |
0,25 |
|||||||
|
090 |
600 |
1,1 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
Ø94 |
0,2 |
|||||||
|
Ø120 |
0,87 |
|||||||
|
6,5 |
0,36 |
|||||||
|
095 |
Ø13,9 |
0,4 |
- |
- |
5(4) |
3(1) |
- |
0,28 |
|
Ø16,8 |
0,4 |
|||||||
|
М16 |
0,018 |
|||||||
|
100 |
32 |
0,16 |
- |
- |
4(4) |
2(1) |
- |
0,28 |
|
130 |
Ø17,35 |
0,53 |
- |
- |
5(4) |
3(1) |
- |
0 |
|
135 |
Ø120,08 |
0,2 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
Ø90,2 |
0,2 |
|||||||
|
2 |
0,25 |
|||||||
|
140 |
Ø90,08 |
0,2 |
- |
- |
5(4) |
3(1) |
- |
0 |
|
2 |
0,25 |
|||||||
|
145 |
Ø90 |
0,022 |
- |
- |
4(4) |
2(1) |
- |
0 |
|
Ø120 |
0,022 |
|||||||
|
150 |
Ø90 |
0,022 |
- |
- |
5(4) |
3(1) |
- |
0 |
В качестве черновых баз при обработке данной детали выбраны наружные “черные” поверхности, которые имеют достаточно точные размеры для первоначальной обработки детали. Такой выбор черновых баз диктуется необходимостью обработки поверхностей, выбранных в качестве базовых при чистовой обработке. Затем обрабатываются поверхности, которые были черновыми, а далее будут выступать в качестве чистовых. Такая схема базирования обеспечивает высокую точность взаимного расположения основных рабочих поверхностей детали, а также соблюдение принципа постоянства и единства баз.
Для оценки установочно-зажимных приспособлений, режущего инструмента и средств технического контроля составляем табл. 5.6….5.8.
Таблица 5.6
Анализ приспособлений.
|
№ операции |
Название приспособления |
Вид приспособления |
Привод приспособления |
Количество приспособлений на станке |
Время на установку и снятие заготовки |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
005 |
Строп. СКК1-0,5 ГОСТ25573-82 |
УНП |
ручной |
1 |
0,14 |
|
010 |
Призмы устан. ВИ 240.00-10 |
УНП |
ручной |
1 |
0,14 |
|
Прихваты ГОСТ12937-80 |
УНП |
- |
6 |
0,14 |
|
|
Опары СТП8-21-85 |
УНП |
- |
6 |
0,14 |
|
|
015 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
020 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
025 |
Хомутик ГОСТ 2578-70 |
УНП |
- |
1 |
0,2 |
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
0,14 |
||
|
030 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
080 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
Люнет 1П 074-02 |
УНП |
- |
1 |
0,14 |
|
|
085 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
Продолжение таблицы 5.6
|
1 |
2 |
3 |
4 |
5 |
6 |
|
090 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
095 |
Призмы устан. ВИ 240.00-04 |
УНП |
ручной |
1 |
0,14 |
|
Прихваты ГОСТ12937-80 |
УНП |
- |
6 |
0,14 |
|
|
Опары СТП8-21-85 |
УНП |
- |
6 |
0,14 |
|
|
100 |
Призмы устан. ВИ 240.00-04 |
УНП |
ручной |
1 |
0,14 |
|
Прихваты ГОСТ12937-80 |
УНП |
- |
6 |
0,14 |
|
|
Опары СТП8-21-85 |
УНП |
- |
6 |
0,14 |
|
|
135 |
Патрон 3-хкулачковый Ø400 ГОСТ 2675-80 |
УНП |
ручной |
1 |
0,2 |
|
Люнет 1П 074-02 |
УНП |
- |
1 |
0,14 |
|
|
140 |
Патрон поводковый ГОСТ 2571-71 |
УНП |
- |
0,2 |
|
|
Хомутик ГОСТ 2578-70 |
УНП |
- |
0,2 |
||
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
145 |
Хомутик ГОСТ 2578-70 |
УНП |
- |
0,2 |
|
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
УНП |
- |
1 |
0,14 |
|
|
150 |
Хомутик ГОСТ 2578-70 |
УНП |
- |
0,2 |
|
|
Центр упорный А-I ГОСТ 13214-79 |
УНП |
- |
1 |
0,14 |
|
|
Центр вращ-ся А-I ГОСТ 8742-75 |
- |
1 |
0,14 |
Привод трехкулачкового самоцентрирующегося патрона – ручной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.