1.1 Назначение и конструкция обрабатываемой детали
Деталь 3518020-46168-01 шток нижний переключения диапазонов входит в коробку переключения передач универсального энергетического средства УЭС-250 и комбайна КЗР-100, а также их модификаций. Данная деталь служит для переключения и фиксации первой и третьей передач. Ступенчатое отверстие диаметром 4,8Н14+0,3 и с конусом 30°20¢ предназначено для фиксации вилки переключения передач в заданном положении. Три лунки с углом 90°±30¢ предназначены для фиксации штока в заданном положении. Первая (ближайшая к торцу) лунка для первой передачи, вторая для нейтральной, третья для третьей передачи. Лунка, выполненная с радиусом 5,7 мм, используется при фиксации штока в нейтральном положении, и не допускает возможность включения нескольких передач одновременно. Поверхность диаметром 22,3h8(-0,033) используется для соединения штока с вилкой переключения передач. Шток устанавливается и перемещается при работе в корпусе коробки передач.
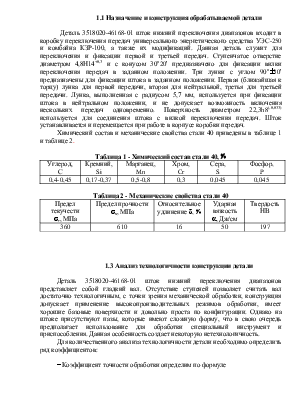
Химический состав и механические свойства стали 40 приведены в таблице 1 и таблице 2.
|
Углерод, С |
Кремний, Si |
Марганец, Mn |
Хром, Cr |
Сера, S |
Фосфор, P |
|
0,4-0,45 |
0,17-0,37 |
0,5-0,8 |
0,3 |
0,045 |
0,045 |
|
Предел текучести sт, МПа |
Предел прочности sв, МПа |
Относительное удлинение d, % |
Ударная вязкость a, Дж/см |
Твердость НВ |
|
360 |
610 |
16 |
50 |
197 |
1.3 Анализ технологичности конструкции детали
Деталь 3518020-46168-01 шток нижний переключения диапазонов представляет собой гладкий вал. Отсутствие ступеней позволяет считать вал достаточно технологичным, с точки зрения механической обработки, конструкция допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и довольно проста по конфигурации. Однако на штоке присутствуют пазы, которые имеют сложную форму, что в свою очередь предполагает использование для обработки специальный инструмент и приспособления. Данная особенность создает некоторую нетехнологичность.
Для количественного анализа технологичности детали необходимо определить ряд коэффициентов:
- Коэффициент точности обработки определим по формуле

где ТСР - средний класс точности обработки изделия;
ni - число размеров соответствующего класса точности;
Результаты расчета коэффициента точности КТЧ приведены в табл.4
Таблица 4 - Определение КТЧ
|
Ti |
ni |
Ti×ni |
|
8 |
1 |
8 |
|
14 |
1 |
14 |
|
S |
2 |
22 |
- Коэффициент шероховатости поверхности определим по формуле:
где ШСР - средний класс шероховатости поверхности;
ni - число поверхностей соответствующего класса шероховатости;
Результаты расчета коэффициента точности КШ приведены в табл.5
|
Шi` |
ni |
Ti×ni |
|
1,25 |
1 |
1,25 |
|
5 |
2 |
10 |
|
10 |
8 |
80 |
|
S |
11 |
91,25 |
КШ = 91.25/11=8.29;
1.4 Выбор и технико-экономическое обоснование метода получения заготовки
Методы выполнения заготовок для деталей машин определяются назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления.
Деталь 3518020-46168-01 не имеет ступеней и представляет собой гладкий вал, это обуславливает применение для ее изготовления сортового круглого проката повышенной или нормальной точности.
В качестве критерия для выбора типа получения заготовки используем себестоимость получения заготовки SЗАГ.
![]()
где М – затраты на материал заготовки, руб.;
SСО.З. – технологическая себестоимость операций правки, колибрования прутков, разрезки их на штучные заготовки.
где СП.З. – приведенные затраты на рабочем месте;
ТШТ – штучное время выполнения заготовительной операции.
где Q – масса заготовки, кг;
S – цена 1-го килограмма материала заготовки, руб;
Q – масса готовой детали, кг;
SОТ. – цена 1-ой тонны отходов, руб.
Результаты расчета себестоимости заготовки в базовом и проектируемом вариантах сводим в таблицу
Таблица – Результаты расчета себестоимости заготовки
|
Параметр |
Базовый вариант |
Проектный вариант |
|
затраты на материал заготовки руб. |
340×0,86-(0,86-0,72)×26=289 |
432×0,78-(0,78-0,72)×26=336 |
|
технологическая себестоимость |
|
|
|
себестоимость получения заготовки |
294,7 |
342 |
Увеличение затрат на заготовки для всей годовой программы выпуска.
 руб./год.
руб./год.
Очевидно, что применение заготовки более высокой точности вызовет
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




 =5,71
=5,71