1.8 Техническое нормирование.
Приведем расчет технического нормирования для токарно-винторезной операции.
Определить штучное время ([1], с.102):
![]()
где ![]() -
основное машинное время,
-
основное машинное время, ![]() мин.;
мин.;
![]() -
вспомогательное время на установку и снятие прудка,
-
вспомогательное время на установку и снятие прудка, ![]() мин.
([1], с. 201);
мин.
([1], с. 201);
![]() -
вспомогательное время на закрепления и открепление детали,
-
вспомогательное время на закрепления и открепление детали, ![]() мин. ([1], с.201);
мин. ([1], с.201);
![]() -
вспомогательное время на управления станком,
-
вспомогательное время на управления станком, ![]() мин.
([1], с.202);
мин.
([1], с.202);
![]() -
вспомогательное время на измерение,
-
вспомогательное время на измерение, ![]() мин.
мин.
![]() -
вспомогательное время на техническое обслуживание,
-
вспомогательное время на техническое обслуживание, ![]() мин
([1], с.202);
мин
([1], с.202);
![]() -
вспомогательное время на организационное обслуживание рабочего метса,
-
вспомогательное время на организационное обслуживание рабочего метса, ![]() мин.
мин.
![]() - вспомогательное время на перерыва на отдых,
- вспомогательное время на перерыва на отдых, ![]() мин.
мин.
![]() - время
на обслуживание и отдых:
- время
на обслуживание и отдых: ![]()
![]() -
оперативное время,
-
оперативное время, ![]() мин.
мин.
![]() -
затраты времени в процентах на обслуживание и отдых,
-
затраты времени в процентах на обслуживание и отдых, ![]() ([1],
с.214)
([1],
с.214)
![]() мин.
мин.
![]() -
подготовительно-заключительное время,
-
подготовительно-заключительное время, ![]() мин.([1],
с. 216);
мин.([1],
с. 216);
![]() мин
мин
Определим штучно-колькуляционнов время:
![]()
Где n – количество, n=30 шт.
![]() мин.
мин.
Аналогично рассчитываются все остальные операции.
|
Номер и наименование операции |
То |
Тв |
Топ |
Тоб |
Топ |
Тшт |
Тп-3 |
n |
Тш-к |
|||
|
Ту.с.+ Тз.о |
Туп |
Тиз |
Ттех |
Торг |
||||||||
|
Товарно-винтарезная |
1,238 |
0,095 |
0,046 |
0,01 |
1,265 |
0,013 |
0,021 |
0,113 |
1,412 |
9 |
30 |
1,712 |
|
Вертикально-сверлильная |
20,85 |
0,092 |
0,08 |
0,066 |
2,92 |
0,083 |
0,03 |
0,3 |
3,4 |
9 |
30 |
3,7 |
|
Горизонтально-фрезерная |
0,019 |
0,124 |
0,12 |
0,03 |
0,543 |
0,002 |
0,008 |
0,05 |
0,7 |
16 |
30 |
0,81 |
|
Вертикально-фрезерная |
0,24 |
0,104 |
0,1 |
0,027 |
0,471 |
0,011 |
0,006 |
0,037 |
0,525 |
16 |
30 |
1,058 |
|
Вертикально-фрезерная |
0,126 |
0,104 |
0,12 |
0,03 |
0,05 |
0,004 |
0,005 |
0,052 |
0,711 |
16 |
30 |
0,91 |
|
Вертикально-сверлильная |
0,09 |
0,099 |
0,04 |
0,02 |
0,429 |
0,035 |
0,004 |
0,03 |
0,498 |
9 |
30 |
0,579 |
|
Бесцентро-шлифовальная |
0,06 |
0,099 |
0,605 |
0,06 |
0,824 |
0,114 |
0,018 |
0,049 |
1,523 |
20 |
30 |
2,853 |
Расчеты сводим в таблицу:
Таблица 1.9 Сводная таблица технических норм времени по операции.
1.9 Выбор оборудования и расчет его количества
η3ср = 2,4%
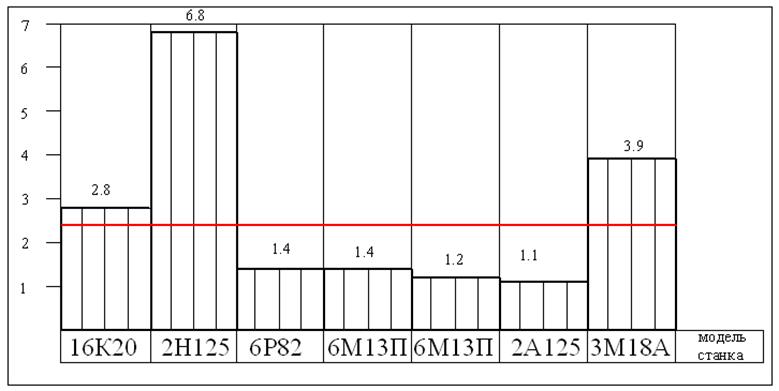
Рисунок 1.2 - График загрузки оборудования
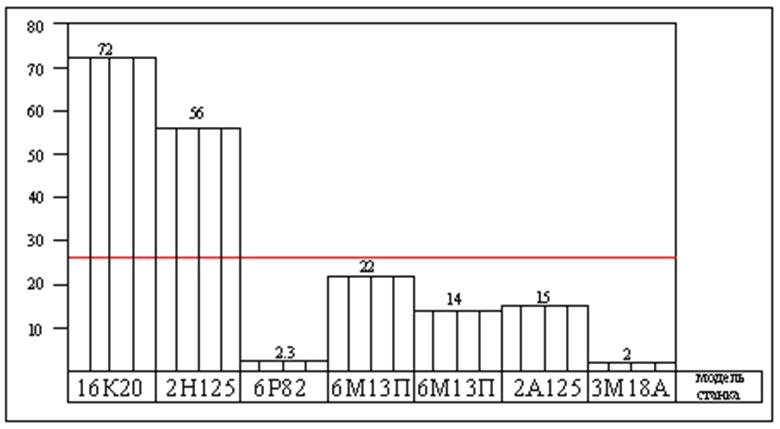
Рисунок 1.3 – График использования оборудования по ковкому времени
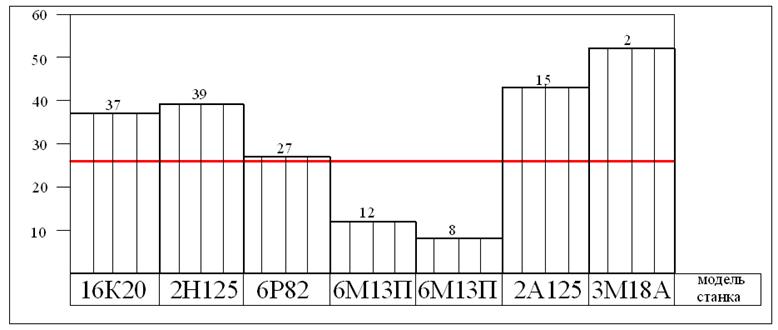
Рисунок 1.4 – График использования оборудования по мощности
1.11 Уточнение типа производства и установления его организационной формы.
Определение типа производства рассчитывается аналогично пункту 1.2
Таблица 1.10 – Сводная таблица типа производства.
|
№ |
Операция |
Тшт, мин |
mр |
Р |
ηз.ф |
О |
|
1 |
Токарно-винтарезная |
1,712 |
0,034 |
1 |
0,034 |
23 |
|
2 |
Вертикально-сверлильная |
3,7 |
0,074 |
1 |
0,074 |
11 |
|
3 |
Горизонтально-фрезерная |
0,81 |
0,013 |
1 |
0,013 |
50 |
|
4 |
Вертикально-фрезерная |
1,058 |
0,021 |
1 |
0,021 |
38 |
|
5 |
Вертикально-фрезерная |
0,91 |
0,018 |
1 |
0,018 |
44 |
|
6 |
Вертикально-сверлильная |
0,579 |
0,011 |
1 |
0,011 |
72 |
|
7 |
Бесыентрово-шлифовальная |
2,853 |
0,057 |
1 |
0,057 |
14 |
Коэффициент закрепления:
![]()
Т.к. 20< ![]() <40,
то производство мелкосерийное.
<40,
то производство мелкосерийное.
Расчет количества деталей в партии.
Количество деталей в партии:
 шт.
шт.
Расчетное число смен на обработку партии деталей в партии:
 мин. Принимаем
С=1 смен.
мин. Принимаем
С=1 смен.
Принятое число деталей в партии:
 шт.
шт.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.