9. Стандартизация, метода и средства межоперационного и окончательного контроля.
Для получения максимального выхода годной продукции необходимо постоянно контролировать соблюдение требований технологического процесса.
Для контроля размеров, получаемых в процессе обработки заготовки, на каждой операции имеется определенный набор инструментов для измерения.
В условиях среднесерийного производства оправдано изготовление специальных инструментов, так как их применение значительно сокращает время, необходимое для контроля.
Анализ средств технического контроля.
Таблица 9.1
|
№ операции |
Наименование инструмента |
Вид инструмента |
Точность измерения мм. |
Допуск на измеряемый размер. мм |
Время на измерение мин. |
|
005 |
Линейка металлическая. |
Станд. |
1 |
2,0 |
0,07 |
|
010 |
Пробка резьбовая Пр-М20-7Н-НЕ ГОСТ 17756-72 |
Станд. |
0,01 |
0,021 |
0,07 |
|
015 |
Штангенциркуль ШЦ-II-250-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,4; 0,5 |
0,07 |
|
Штангенглубиномер ШН 315-0,1 ГОСТ162-80 |
Станд. |
0,1 |
1,55 |
0,07 |
|
|
Штангенциркуль ШЦ-III-630-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,4; 0,5 |
0,07 |
|
|
020 |
Штангенциркуль ШЦ-II-250-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,5 |
0,07 |
|
Штангенглубиномер ШН 315-0,1 ГОСТ162-80 |
Станд. |
0,1 |
0,4 |
0,07 |
|
|
Штангенциркуль ШЦ-III-630-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,5 |
0,07 |
|
|
025 |
Индикатор ИЧ-2-0,01 ГОСТ 577-68 |
Станд. |
0,01 |
↑ 0,035 |
0,07 |
|
Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,4; 0,5 |
0,07 |
|
|
Штангенциркуль ШЦ-III-315-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,35; 0,46 |
0,07 |
|
|
030 |
Индикатор ИЧ-2-0,01 ГОСТ 577-68 |
Станд. |
0,01 |
↑ 0,035 |
0,07 |
|
Штангенциркуль ШЦ-II-160-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,46 |
0,07 |
|
|
075 |
Пробка резьбовая Пр-М20-7Н-НЕ ГОСТ 17756-72 |
Станд. |
0,01 |
0,021 |
0,07 |
|
080 |
Индикатор ИЧ-2-0,01 ГОСТ 577-68 |
Станд. |
0.01 |
↑ 0,06 |
0,07 |
Продолжение таблицы 9.1
|
№ операции |
Наименование инструмента |
Вид инструмента |
Точность измерения мм. |
Допуск на измеряемый размер. мм |
Время на измерение мин. |
|
085 |
Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,1 |
0,07 |
|
Штангенциркуль ШЦ-III-315-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
1,0 |
0,07 |
|
|
090 |
Штангенциркуль ШЦ-II-160-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,2 |
0,07 |
|
Штангенциркуль ШЦ-III-400-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,87 |
0,07 |
|
|
Штангенциркуль ШЦ-III-630-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,35 |
0,07 |
|
|
095 |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,2 |
0,07 |
|
Пробка резьбовая Пр-М20-7Н-НЕ ГОСТ 17756-72 |
Станд. |
0,01 |
0,021 |
0,07 |
|
|
100 |
Штангенциркуль ШЦ-I-150-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,16 |
0,07 |
|
130 |
Индикатор ИЧ-2-0,01 ГОСТ 577-68 |
Станд. |
0,01 |
↑ 0,04 |
0,07 |
|
135 |
Штангенциркуль ШЦ-II-160-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,1 |
0,07 |
|
Штангенглубиномер ШГ200-0,05 ГОСТ162-80 |
Станд. |
0,05 |
0,35; 0,4 |
0,07 |
|
|
140 |
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,1 |
0,07 |
|
Штангенциркуль ШЦ-III-400-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,57 |
0,07 |
|
|
Индикатор ИЧ-2-0,01 ГОСТ 577-68 |
Станд. |
0,01 |
↑ 0,04 |
0,07 |
|
|
145 |
Микрометр МК 75…100 ГОСТ 6507-78 |
Станд. |
0,005 |
0,22 |
0,07 |
|
Микрометр МК 100…125 ГОСТ 6507-78 |
Станд. |
0,005 |
0,22 |
0,07 |
|
|
Индикатор ИРБ-0,01 ГОСТ 5584-74 |
Станд. |
0,01 |
↑ 0,06 |
0,07 |
|
|
150 |
Микрометр МК 75…100 ГОСТ 6507-78 |
Станд. |
0,005 |
0,22 |
0,07 |
|
Индикатор ИРБ-0,01 ГОСТ 5584-74 |
Станд. |
0,01 |
↑ 0,06 |
0,07 |
|
|
155 |
Штангенциркуль ШЦ-III-630-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,35 |
0,07 |
|
Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,1 |
0,07 |
|
|
Штангенглубиномер ШГ200-0,05 ГОСТ162-80 |
Станд. |
0,05 |
0,35; 0,4 |
0,07 |
|
|
Микрометр МК 75…100 ГОСТ 6507-78 |
Станд. |
0,005 |
0,22 |
0,07 |
|
|
Микрометр МК 100…125 ГОСТ 6507-78 |
Станд. |
0,005 |
0,22 |
0,07 |
Продолжение таблицы 9.1
|
№ операции |
Наименование инструмента |
Вид инструмента |
Точность измерения мм. |
Допуск на измеряемый размер. мм |
Время на измерение мин. |
|
155 |
Штангенциркуль ШЦ-II-160-0,05 ГОСТ 166-89 |
Станд. |
0,05 |
0,1 |
0,07 |
|
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89 |
Станд. |
0,1 |
0,1 |
0,07 |
|
|
Шаблон МЦ.518.0.00 |
Спец. |
<120о |
6’ |
0,07 |
|
|
Пробка резьбовая Пр-М20-7Н-НЕ ГОСТ 17756-72 |
Станд. |
0,01 |
0,021 |
0,07 |
|
|
Образцы шороховатости |
Станд. |
- |
- |
0,07 |
На основе таблицы 9.1 делаем вывод, что в технологическом процессе применяются быстродействующие измерительные инструменты (стандартный и специальный).
Рабочие получают измерительный инструменты в различных кладовых и в соответствии с графиком проверки разработанным отделом стандартизации, инструмент изымается на проверку. Данная система позволяет контролировать состояние средств измерения на рабочих местах, что положительно сказывается результатах измерения, выполняемых на рабочих местах и на качестве выпускаемой продукции. ОТК ведет учет сдачи продукции рабочими с первого предъявления и на основании этих данных определяется процент брака на каждой операции и причины его возникновения в течении всей рабочей смены.
Таблица 9.2
|
Nоп операции |
Причины брака |
Процент брака на операции |
|
005 |
Некачественная заготовка |
0,10 |
|
010 |
Износ инструмента |
0,05 |
|
015 |
Износ инструмента |
0,05 |
|
020 |
Износ инструмента |
0,05 |
|
025 |
Износ инструмента |
0,05 |
|
030 |
Износ инструмента |
0,05 |
|
075 |
По вине рабочего |
0,1 |
Продолжение таблицы 9.2
|
Nоп операции |
Причины брака |
Процент брака на операции |
|
080 |
Износ инструмента |
0,05 |
|
085 |
Износ инструмента |
0,05 |
|
090 |
Износ инструмента |
0,05 |
|
095 |
Износ инструмента |
0,05 |
|
100 |
Износ инструмента |
0,05 |
|
130 |
По вине рабочего |
0,05 |
|
135 |
Износ инструмента |
0,05 |
|
140 |
Износ инструмента |
0,05 |
|
145 |
Износ инструмента |
0,05 |
|
150 |
Износ инструмента |
0,05 |
В процессе контроля качества полностью изготовленного цилиндрического зубчатого колеса, с целью проверки его соответствия требованиям чертежа или технических условий, необходимо проверять следующие параметры: погрешность основного шага; погрешность окружного шага; радиальное биение; толщину зуба; смещение исходного контура; длину общей нормали; погрешности профиля; пятно контакта; межосевое расстояние; кинематическую точность; боковой зазор в цилиндрических зубчатых передачах.
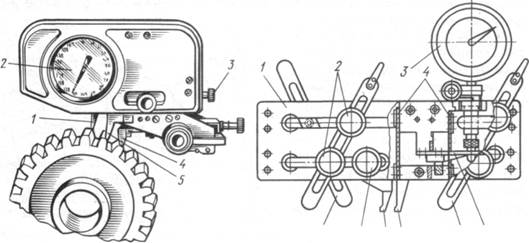
Контроль погрешности основного шага осуществляют с помощью специального прибора — шагомера (рис. 9.1). Измерительный наконечник 1 подвешен на плоских пружинах. Его перемещение фиксируется отсчетным устройством 2, представляющим собой индикатор часового типа с ценой деления 0,001 мм. Второй измерительный (подвижный) наконечник 5 устанавливают винтом 3 в необходимое положение, которое определяется модулем контролируемого зубчатого колеса. Опорный наконечник 4 поддерживает прибор при измерениях и обеспечивает расположение линии зацепления по нормали к профилям. Шагомер настраивают с помощью блока концевых мер длины, размер которого равен размеру основного шага.
|
|
Рис. 9.1. Шагомер основного шага.
Контроль кинематической точности заключается в комплексной проверке зубчатых колес в однопрофильном зацеплении с измерительным колесом, червяком или рейкой. Сущность контроля (рис. 187, а) заключается в определении с помощью устройства 3 разности углов поворота двух ведомых звеньев, одно из которых представляет собой контролируемое колесо 2, находящееся в зацеплении с эталонным колесом 1, а другое — эталонную передачу 4 с заданным передаточным отношением, кинематической погрешностью которой можно пренебречь. Достоинством такого метода является соответствие условий зацепления при контроле условиям работы зубчатого колеса в механизме.
Для проверки зубчатых колес 0 40...300 мм с модулем зацепления от 1 до 10 мм применяют прибор мод. БВ936 (рис. 187, б), который устроен следующим образом. Между рабочим 5 и натяжным 17 роликами натянута гибкая бесконечная стальная лента 6. Такая же лента натянута между рабочим 16 и натяжным 12 роликами. Гибкая лента 6 соединена с кареткой 7 и обеспечивает ее перемещение в продольном направлении. На каретке 7 расположен ролик, воздействующий при движении каретки на плечо прямоугольного рычага 8, ось поворота которого расположена на каретке 15. Вторым плечом рычаг 8 через ролик воздействует на каретку 9, заставляя
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.