
1.Физические принципы на которых основана обработка
1.1. ПОНЯТИЕ ОБ ОБРАБОТКЕ МЕТАЛЛОВ РЕЗАНИЕМ
Процесс образования стружки по И.А.Тиме заключается в следующем:под действием горизонтальной силы Р резец постепенно вдавливается в материал заготовки (рис 1 ) Срезаемый слой деформируется .В тот момент,когда напряжение начнет превышать силы сцепления частиц материала ,в плоскости скалывания происходит скалывание первого элемента c.5 [4].
Для получения различных деталей требуемой формы и размеров в машиностроении применяют обработку материалов двумя основными способами: 1) со снятием стружки, т. е. обработку резанием на токарных, фрезерных, шлифовальных и других станках, а также такими слесарными операциями, как опиливание, нарезание резы5ы, шабрение и т. д.; 2) без снятия стружки - путем ковки, штамповки, литья.
В современном машиностроении для обработки металлов резанием используют режущий инструмент, различный как по форме, так и по величине.с.54 [3]
В зависимости от обрабатываемого материала и условий обработки различают следующие виды стружки :(стружка –слой материала снимаемый при обработке) 1)элементная стружка –получается при обработке твёрдых и маловяззких материалов Она состоит из отдельных элементов ,слабо связанных или вовсе не связанных между собой .2)суставчатая стружка –получается при обработке сталей средней твёрдости она имеет гладкую поверхность ,прилегающую к резцу ,и внешнюю сторону с зазубринами.Элементы стружки слабо связаны между собой .3)Сливная стружка-получается при обработке мягких вязких материалов ,она имеет вид сплошной ,непрерывной ленты.4)Стружка надлома образуется при обработке хрупких металлов .Она состоит из отдельных элементов ,имеющих шероховатую поверхность
.В процессе работы она как–бы разбухает и одновременно становится короче .Это явление называется усадкой Наибольшую усадку имеет стружка у мягких материалов .В результате давленя давления инструмента твёрдость обрабатываемой поверхности ,в особенности у вязких материалов выше.Это явление называется наклёпом. Основой всех видов режущего инструмента является строгальный, или токарный резец, peжyщaя часть которого по форме представляет собою клин. Под воздействием режущего инструмента срезанный пластически деформированный слой металла отделяется в виде стружки. Внешний вид стружки зависит от условий, при которых происходит резание, а также от твердости или вязкости обрабатываемого металла,сечение стружки при фрезеровании металла цилиндрической, дисковой и другими фрезами напоминает запятую. При встречном фрезеровании наименьшую толщину срезаемый слой имеет при входе зуба |в металл, а наибольшую при выходе зуба из металла. При попутном фрезеровании на входе зуба в металл срезаемый слой имеет наибольшую толщину на выходе- наименьшую c.18.[4]
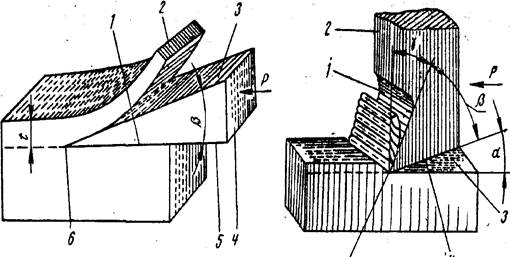
Рис1 Схема резания клином Рис2 Главные углы резца
Чтобы понять процесс резания резцом, следует ознакомиться с элементами клина и его работой (рис. 1.). Клин 4 имеет следующие элементы: переднюю грань 3, по которой сходит стружка 2; заднюю грань 5, обращенную к обработанной поверхности ; режущую кромку 6, представляющую собой линию пересечения передней и задней грани;угол заострения клина , образованный передней и задней поверхностями клина.Угол между передней поверхностью 1 (рис. 2) и перпендикуляром к обработанной поверхности называется передним углом и обозначается γ. Угол, образованный задней поверхностью 4 резца 2 и обработанной поверхностью 3, называется задним углом и обозначается α. Наличие заднего угла значительно уменьшает силу трения между задней гранью и обработанной поверхностью. От величины главных углов резца (,α,β,γ) зависит прочность режущей кромки, и продолжительность работы резца. Пересечение передаей и задней поверхностей образует режущее лезвие 5.
Процесс резания характеризуется следующими явлениями: 1) деформацией металла как в срезаемом слое, так и ниже линии среза что вызывает упрочнение обработанной поверхности; 2) трением стружки о переднюю режущую грань инструмента и обрабатываемой поверхности о заднюю грань режущего инструмента, в результате чего эти грани изнашиваются; 3) выделением теплоты, которая передается стружке инструменту ,.заготовке и окружающей среде; нагрев;инструмента способствует его износу
.![]() Фезерование имеет свои особенности:
Фезерование имеет свои особенности:
1)во время одного оборота зуб фрезы находится в контакте с металлом сотые доли секунды ;
2)процесс врезания зуба в металл заготовки сопровождается ударами о режущую кромку ,что вызывает износ ,выкрашивание режущей кромки и способствует способствует возникновению вибраций
3)Сечение стуржки при фрезеровании-величина переменная
4)При фрезеровании в работе находится непостоянное (неодинаковое)число зубьв ;чем больше зубьев находится одновременно в работе ,тем спокойнее протекает процесс фрезерования с.56 [2]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.