6.Приспособления и инструменты применяемые при обработке
Разработана и используется широкая номенклатура стандартных и специальных фрез.
Фрезы классифицируются по следующим признакам. По конструкции зубьев - с остроконечными и с затылованними зубьями c.128. [5].
По форме поверхности - цилиндрические (рис.6.1а); дисковые (рис, 6.1,б,г); фасонные с зубьями на фасонной поверхности тел вращения (рис 6.1 д); трехсторонние с зубьями расположенными на цилиндрической и двух торцевых поверхностях (рис. 6.1е). Кроме того, фрезы могут быть двусторонние, у которых зубья расположены на цилиндрической и одной из торцевых поверхностей;угловые-с зубьями, расположенными на конической и торцевой поверхностях (рис.6.1 ж).
По форме зубьев: с винтовыми (рис. 6.1 а, з, и, л), с прямыми зубьями (рис. 6.1, б, в, г, е, ж).По конструкции: цельные с зубьями, выполненными на корпусе фрезы; наборные (или комплектные), состоящие из нескольких фрез, установленных и закрепленных по оправке и применяемых для одновременной обработки нескольких поверхностей (рис.6.1г) со вставными зубьями (рис 6.1 к) составные состоящие из двух половинок и прокладки между ними, для восстановления первоначальной ширины фрезы после переточки
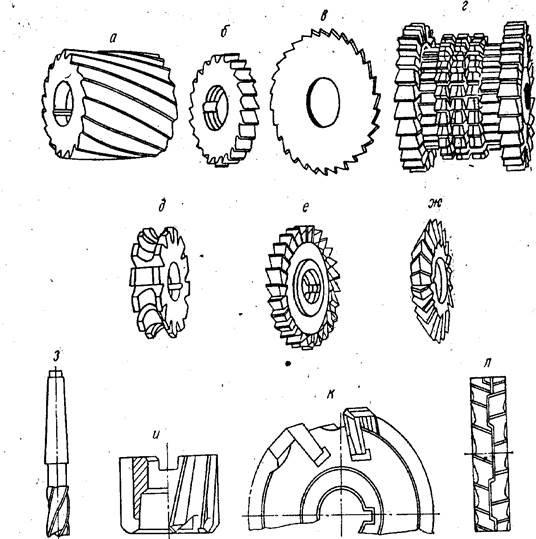
По способу крепления: концевые с коническим или цилиндрическим хвостовиком; насадные с отверстиями для установкии закрепления на оправке. Государственными стандартами предусмотрены дисковые фрезы следующих типов: пазовые острозубые и затылованные. трехсторонние цельные, сборные со вставными ножами из быстрорежущей стали и оснащенные пластинками твердых сплавов, отрезные. У трехсторонних фрез при переточке изменяется размер по ширине. Для устранения этого недостатка применяются регулируемые трехсторонние фрезы состоящие из половинок одинаковой толщины с зубьями переменного направления на цилиндрической поверхности. Между половинками фрезы закладывается прокладочное кольцо требуемой толщины. Половинки фрезы соединяются посредством замка, состоящего из впа дин и выступов.Фрезы с ,пластинками из твердого сплавацелесообразно применятьна всех видахфрезерных работ.Препятствием к их использованиюможет явиться недостаточная мощность станков.Особенношироко оснащаются твердым сплавомторцевые фрезы и фрезерные головки
С пластинками твердого сплава применяются также дисковые,концевые, шпоночные и фасонные фрезы, а в последнее время и цилиндрические фрезы с винтовыми твердосплавными зубьями. Последниеобеспечивают производительность в 2-5, а стойкость в 3 раза более высокую по сравнению с фрезами, имеющими быстрорежущие пластинки
6.1. Материалы для изготовления фрез
Материалы, применяемые для изготовления инструментов, называются инструментальными материалами. Фрезы могут выполняться либо полностью из них, либо иметь только более твердую режущую часть. С повышением твердости повышается хрупкость инструмента что приводит к его выкрашиванию; при высоких температурах твердость, прочность и режущие свойства снижаются. Способность инструмента сохранять свою твердость при нагреве называется красностойкостью. C.73.[4].
Для изготовления фрез применяются углеродистые, легированные быстрорежущие стали, металлокерамические твердые сплавы и минералокерамика. Углеродистые стали обладают низкой теплостойкостью .Фрезами из них можно пользоваться при температуре в зоне резания 200—225°. Углеродистые стали (марки У7, У8) применяются для изготовления второстепенных частей сборных фрез. Фрезы из стали У12А могут работать со скоростью резания до 30 м/мин или с подачами до 0,05 м/зуб .Легированные стали отличаются от углеродистых тем, что имеют добавки легирующих элементов, таких, как хром, вольфрам, молибден ванадий, кремний и марганец. Легированные стали марок ХГ, ХВ5 9ХС применяются для изготовления прорезных, фасонных и концевые .фрез малых диаметров. Наибольшее распространение получила стали марки 9ХС, так как она хорошо закаливается в масле и.в меньшей степени подвергается деформации и короблению при термической обработке.
Быстрорежущие стали с. высоким содержанием вольфрама в сочетании с другими примесями обладают красностойкостью. Фрезы из них позволяют работать при температуре в зоне резания до 560˚. Из быстрорежущей стали изготовляют цилиндрические, торцевые, дисковые. концевые и фасонные фрезы. Марка быстрорежущей стали P18 |лучше обрабатывается при шлифовании, имеет большую износостойкость по сравнению с маркой Р9.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.