

где:![]() - высота неровностей профиля па предшествующем переходе;
- высота неровностей профиля па предшествующем переходе;
![]() - толщина
дефектного поверхностного слоя на предшествующем переходе;
- толщина
дефектного поверхностного слоя на предшествующем переходе;
![]() - суммарные
отклонения расположения поверхности;
- суммарные
отклонения расположения поверхности;
![]() -
погрешность установки заготовки на выполняемом переходе.
-
погрешность установки заготовки на выполняемом переходе.
Расчётный размер ![]() заполняется
начиная с конечного (чертёжного) размера путём последовательного вычитания
расчётного минимального припуска на каждом технологическом переходе.
заполняется
начиная с конечного (чертёжного) размера путём последовательного вычитания
расчётного минимального припуска на каждом технологическом переходе.
Расчётный размер ![]() , мм:
, мм:
для шлифования: ![]() мм;
мм;
для окончательного растачивания: ![]() мм;
мм;
для предварительного растачивания: ![]() мм;
мм;
для заготовки: ![]() мм.
мм.
Наибольший предельный размер ![]() мм,
получается, по расчетным размерам, округлённым до точности допуска
соответствующего перехода.
мм,
получается, по расчетным размерам, округлённым до точности допуска
соответствующего перехода.
Наибольший предельный размер ![]() мм:
мм:
для шлифования: ![]() мм;
мм;
для окончательного растачивания:![]() мм;
мм;
для предварительного растачивания: ![]() мм;
мм;
для заготовки:![]() мм.
мм.
Наименьшие предельный размер ![]() мм,
вычисляют вычитанием допуска к округлённому наименьшему предельному размеру.
мм,
вычисляют вычитанием допуска к округлённому наименьшему предельному размеру.
Наименьшие предельный размер ![]() мм:
мм:
для шлифования: ![]() мм;
мм;
для окончательного растачивания:![]() мм;
мм;
для предварительного растачивания: ![]() мм;
мм;
для заготовки:![]() мм.
мм.
Предельные значения припусков ![]() определяют
как разность наименьших предельных размеров, а
определяют
как разность наименьших предельных размеров, а ![]() - как разность наибольших предельных размеров на
предшествующем и выполняемом переходе.
- как разность наибольших предельных размеров на
предшествующем и выполняемом переходе.
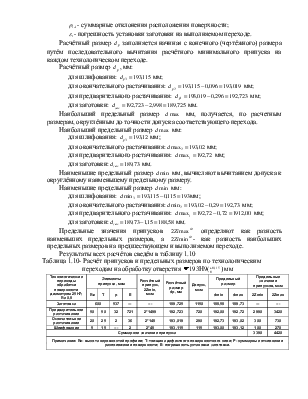
Результаты всех расчётов сведём в таблицу 1.10
Таблица 1.10- Расчёт припусков и
предельных размеров по технологическим переходам на обработку отверстия E193Н9(![]() ) мм
) мм
|
Технологические переходы обработки поверхности диаметром 25Н7; Ra 0,8 |
Элементы припуска, мкм |
Расчётный припуск, 2Zmin, мкм |
Расчётный размер dp, мм |
Допуск, мкм |
Предельный размер |
Предельные значения припусков, мкм |
||||||
|
Rz |
T |
p |
E |
dmin |
dmax |
2Zmin |
2Zmax |
|||||
|
Заготовка |
600 |
537 |
--- |
--- |
189,725 |
1150 |
188,58 |
189,73 |
--- |
--- |
||
|
Предварительное растачивание |
50 |
50 |
32 |
721 |
2*1499 |
192,723 |
720 |
192,00 |
192,72 |
2990 |
3420 |
|
|
Окончательное растачивание |
20 |
25 |
2 |
36 |
2*148 |
193,019 |
290 |
192,73 |
193,02 |
300 |
730 |
|
|
Шлифование |
5 |
15 |
--- |
2 |
2*48 |
193,115 |
115 |
193,00 |
193,12 |
100 |
270 |
|
|
Суммарное значение припуска |
3390 |
4420 |
||||||||||
|
Примечания: Rz- высота неровностей профиля; T- толщина дефектного поверхностного слоя; Р- суммарные отклонения расположения поверхности; Е- погрешность установки заготовки. |
||||||||||||
Общие припуски ![]() и
и ![]() определяем, суммируя промежуточные припуски
определяем, суммируя промежуточные припуски
![]() мкм,
мкм,
![]() мкм.
мкм.
Общий
номинальный припуск ![]() , мм, определяем по формуле
, мм, определяем по формуле
![]() , где:
, где:![]() - верхнее
отклонение размера заготовки, мкм;
- верхнее
отклонение размера заготовки, мкм; ![]() мкм;
мкм;
![]() - верхнее
отклонение размера детали, мкм;
- верхнее
отклонение размера детали, мкм; ![]() мкм;
мкм;
![]() мкм
=
мкм
=![]() мм.
мм.
![]() ,
,
![]() мм.
мм.
Проверяем правильность выполненных расчётов
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм.
мкм.
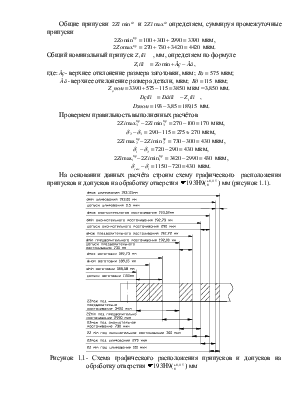
На основании данных расчёта строим схему графического
расположения припусков и допусков на обработку отверстия E193Н9(![]() ) мм (рисунок 1.1).
) мм (рисунок 1.1).
Рисунок 1.1- Схема графического
расположения припусков и допусков на обработку отверстия E193Н9(![]() ) мм
) мм
Расчёт припуска на обработку и промежуточные
предельные размеры на поверхность Ø240h14(![]() ) мм, Ra
6,3 мкм.
) мм, Ra
6,3 мкм.
Суммарное пространственное отклонение заготовки ![]() , мкм,
определяем по формуле
, мкм,
определяем по формуле
![]() , где:
, где:![]() - коробление поверхности, мкм;
- коробление поверхности, мкм;
![]() - смещение поверхности,
мкм.
- смещение поверхности,
мкм.
Коробление поверхности рассчитывается по формуле
![]() , где:
, где:![]() - удельная кривизна
заготовки на 1 мм;
- удельная кривизна
заготовки на 1 мм; ![]()
![]() - диаметр поверхности;
- диаметр поверхности; ![]() мм;
мм;
![]() мкм.
мкм.
Смешение поверхности, равно допуску на длину
поверхности ![]() мкм.
мкм.
![]() мкм.
мкм.
Остаточное пространственное отклонение по формуле
![]() , где:
, где:![]() - коэффициент уточнения формы;
- коэффициент уточнения формы; ![]() -
черновое точение,
-
черновое точение, ![]() - предварительное обтачивание,
- предварительное обтачивание, ![]() - окончательное обтачивание;
- окончательное обтачивание;
черновое точение: ![]() мкм;
мкм;
предварительное обтачивание: ![]() мкм;
мкм;
окончательное обтачивание: ![]() мкм.
мкм.
Погрешность установки заготовки при черновом точении
![]() , где:
, где:![]() - погрешность базирования,
- погрешность базирования, ![]() мкм;
мкм;
![]() - погрешность
закрепления,
- погрешность
закрепления, ![]() мкм
мкм
![]() - погрешность
измерения,
- погрешность
измерения, ![]() мкм;
мкм;
![]() мкм.
мкм.
Остаточная погрешность установки при:
предварительном точении: ![]() мкм;
мкм;
окончательном точении: ![]() мкм
мкм
Расчёт минимальных значений межоперационных припусков ![]() , мкм, производим
по формуле:
, мкм, производим
по формуле:
![]() , где:
, где:![]() - высота неровностей профиля па предшествующем переходе;
- высота неровностей профиля па предшествующем переходе;
![]() - толщина
дефектного поверхностного слоя на предшествующем переходе;
- толщина
дефектного поверхностного слоя на предшествующем переходе;
![]() - суммарные
отклонения расположения поверхности;
- суммарные
отклонения расположения поверхности;
![]() -
погрешность установки заготовки на выполняемом переходе.
-
погрешность установки заготовки на выполняемом переходе.
Расчётный размер ![]() заполняется
начиная с конечного (чертёжного) размера путём последовательного прибавления
расчётного минимального припуска на каждом технологическом переходе.
заполняется
начиная с конечного (чертёжного) размера путём последовательного прибавления
расчётного минимального припуска на каждом технологическом переходе.
Расчётный размер ![]() , мм:
, мм:
окончательном точении :![]() мм;
мм;
предварительном точении: ![]() мм;
мм;
черновое точение: ![]() мм;
мм;
заготовка: ![]() мм.
мм.
Наименьшие предельный размер ![]() мм,
получается, по расчетным размерам, округлённым до точности допуска
соответствующего перехода.
мм,
получается, по расчетным размерам, округлённым до точности допуска
соответствующего перехода.
Наименьшие предельный размер ![]() мм:
мм:
окончательном точении: ![]() мм;
мм;
предварительном точении: ![]() мм;
мм;
черновое точение: ![]() мм;
мм;
заготовка: ![]() мм.
мм.
Наибольший предельный размер ![]() мм,
вычисляют прибавление допуска к округлённому наименьшему предельному размеру..
мм,
вычисляют прибавление допуска к округлённому наименьшему предельному размеру..
Наибольший предельный размер ![]() мм:
мм:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Предельные значения припусков ![]() определяют
как разность наибольших предельных размеров, а
определяют
как разность наибольших предельных размеров, а ![]() - как разность наименьших предельных размеров на
предшествующем и выполняемом переходе.
- как разность наименьших предельных размеров на
предшествующем и выполняемом переходе.
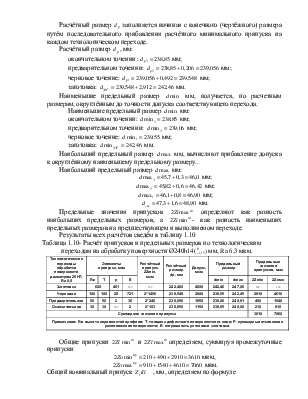
Результаты всех расчётов сведём в таблицу 1.10
Таблица 1.10- Расчёт припусков и
предельных размеров по технологическим переходам на обработку поверхности Ø240h14(![]() ) мм, Ra
6,3 мкм.
) мм, Ra
6,3 мкм.
|
Технологические переходы обработки поверхности диаметром 25Н7; Ra 0,8 |
Элементы припуска, мкм |
Расчётный припуск, 2Zmin, мкм |
Расчётный размер dp, мм |
Допуск, мкм |
Предельный размер |
Предельные значения припусков, мкм |
||||||
|
Rz |
T |
p |
E |
dmin |
dmax |
2Zmin |
2Zmax |
|||||
|
Заготовка |
600 |
461 |
--- |
--- |
242,460 |
4600 |
242,46 |
247,06 |
--- |
--- |
||
|
Черновое |
100 |
100 |
28 |
721 |
2*1456 |
239,548 |
2900 |
239,55 |
242,45 |
2910 |
4610 |
|
|
Предварительное |
50 |
50 |
2 |
36 |
2*246 |
239,056 |
1850 |
239,06 |
240,91 |
490 |
1540 |
|
|
Окончательное |
30 |
30 |
--- |
2 |
2*103 |
238,850 |
1150 |
238,85 |
240,00 |
210 |
910 |
|
|
Суммарное значение припуска |
3610 |
7060 |
||||||||||
|
Примечания: Rz- высота неровностей профиля; T- толщина дефектного поверхностного слоя; Р- суммарные отклонения расположения поверхности; Е- погрешность установки заготовки. |
||||||||||||
Общие припуски ![]() и
и ![]() определяем, суммируя промежуточные припуски
определяем, суммируя промежуточные припуски
![]() мкм,
мкм,
![]() мкм.
мкм.
Общий
номинальный припуск ![]() , мм, определяем по формуле
, мм, определяем по формуле
![]() , где:
, где:![]() - нижнее
отклонение размера заготовки, мкм;
- нижнее
отклонение размера заготовки, мкм; ![]() мкм;
мкм;
![]() - нижнее
отклонение размера детали, мкм;
- нижнее
отклонение размера детали, мкм; ![]() мкм;
мкм;
![]() мкм
=
мкм
=![]() мм.
мм.
![]() ,
,
![]() мм.
мм.
Проверяем правильность выполненных расчётов:
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм,
мкм,
![]() мкм.
мкм.
На основании данных расчёта строим схему графического расположения припусков и допусков на обработку поверхности Ø240h14
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.