Разновидности конструкции
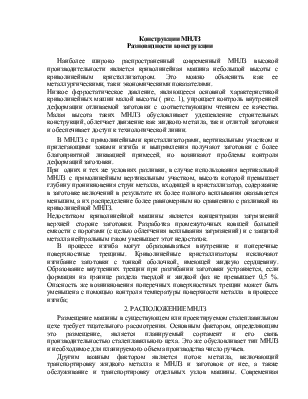
Наиболее широко распространенный современный МНЛЗ высокой производительности является криволинейная машина небольшой высоты с криволинейным кристаллизатором. Это можно объяснить как ее металлургическими, так и экономическими показателями.
Низкое ферростатическое давление, являющееся основной характеристикой криволинейных машин малой высоты ( рис. 1), упрощает контроль внутренней деформации отливаемой заготовки с соответствующим чтением ее качества. Малая высота таких МНЛЗ обусловливает удешевление строительных конструкций, облегчает движение как жидкого металла, так и отлитой заготовки и обеспечивает доступ к технологической линии.
В МНЛЗ с прямолинейными кристаллизаторами, вертикальным участком и прилегающими зонами изгиба и выпрямления получают заготовки с более благоприятной ликвацией примесей, но возникают проблемы контроля деформаций заготовки.
При одних и тех же условиях разливки, в случае использования вертикальной МНЛЗ с прямолинейным вертикальным участком, высота которой превышает глубину проникновения струи металла, входящей в кристаллизатор, содержание в заготовке включений в результате их более полного всплывания оказывается меньшим, а их распределение более равномерным но сравнению с разливкой на криволинейной МНЛЗ.
Недостатком криволинейной машины является концентрация загрязнений верхней стороне заготовки. Разработка промежуточных ковшей большей емкости с порогами (с целью облегчения всплывания загрязнений) и с защитой металла нейтральным газом уменьшает этот недостаток.
В процессе изгиба могут образовываться внутренние и поперечные поверхностные трещины. Криволинейные кристаллизаторы исключают изгибание заготовки с тонкой оболочкой, имеющей жидкую сердцевину. Образование внутренних трещин при разгибании заготовки устраняется, если формация на границе раздела твердой и жидкой фаз не превышает 0,5 %. Опасность же возникновения поперечных поверхностных трещин может быть уменьшена с помощью контроля температуры поверхности металла в процессе изгиба;
2. РАСПОЛОЖЕНИЕ МНЛЗ
Размещение машины в существующем или проектируемом сталеплавильном цехе требует тщательного рассмотрения. Основным фактором, определяющим это размещение, является планируемый сортамент и его связь производительностью сталеплавильного цеха. Это же обусловливает тип МНЛЗ и необходимое для планируемого объема производства число ручьев.
Другим важным фактором является поток металла, включающий транспортировку жидкого металла к МНЛЗ и заготовок от нее, а также обслуживание и транспортировку отдельных узлов машины. Современная технология сталеплавильного производства обусловливает необходимость широкого применения процессов обработки металла в ковше, т.е. продувки нейтральными газами, добавки легирующих, дегазации и др.
Необходимо решать вопрос об оптимальном размещении стенда для такой обработки.
Другое усовершенствование представляет собой применение серийной разливки методом "плавка на плавку". Желательно предусматривать в проекте использование этого метода, в результате чего возникают такие вопросы, как ожидаемый срок службы отдельных узлов, тип устройства для замены ковшей, выбор футеровки промежуточного ковша и его подогрева, подбор огнеупорных стаканов, замена стаканов и способ раскисления стали. Каждый из этих вопросов требует комплексного решения.
Необходимо рассмотреть также и вспомогательное оборудование, например устройство для футеровки ковшей, предусмотреть участок для футерования и подготовки промежуточных ковшей, а также число и тип необходимых кранов. В результате принимают решение располагать ли весь комплекс непрерывной разливки в разливочном пролете сталеплавильного цеха или же размещать его в отдельном пролете.
Относительно простые усовершенствования могут оказать влияние на конструктивные решения. Например, использование для футерования промежуточных ковшей теплоизоляционных плит может, при благоприятных условиях, привести к отказу от их подогрева, снизить расход огнеупорных материалов, сократить затраты труда, ускорить цикл оборота промежуточных ковшей, вдвое снизить их число и сократить потребную для обслуживания этих ковшей площадь.
Вопрос о необходимых площадях возникает также в связи с рассмотрением проблемы охлаждения отливаемой заготовки. Обычный способ воздушного охлаждения на холодильнике требует больших площадей. Разработаны новые устройства для быстрого охлаждения. Имеется три различных типа таких устройств: охлаждающее колесо, водяной бак и струйный охладитель. С их помощью продолжительность охлаждения сокращается от обычных 10 ч до ~ 30 мин. Однако быстро охлаждать можно не все стали.
Поскольку факторы, которые оказывают влияние на проектные решения, например емкость и производительность сталеплавильных агрегатов, сечение заготовки, имеющиеся площади и графики работы агрегатов изменяются в очень широких пределах, нельзя найти какое-то одно решение, которое можно бы было назвать наилучшим, нет возможности дать универсальные рекомендации по размещению, и каждый случай требует своего решения.
Проведенные недавно исследования дают несколько альтернативных решений, которые могут быть рассмотрены при проектировании новой МНЛЗ.
3. КОММУНИКАЦИИ
Одним из первых изменений в управлении сталеплавильным цехом при внедрении новой МНЛЗ является организация работы цеха. Плавильщик должен поддерживать постоянный контакт с разливщиками или даже руководствоваться в своей деятельности обстановкой на разливочной площадке, чтобы обеспечить подачу металла требуемого состава и температуры в определенное время. В современном отделений непрерывной разливки производительность МНЛЗ определяют в зависимости от производительности сталеплавильного агрегата.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.