Коробление отливок наблюдается, если литниково-питающая система имеет жесткую конструкцию (рис. 59). К моменту охлаждения тонкостенной отливки до такого состояния, когда усадка в ней в основном будет завершена, стояк может иметь более высокую температуру и при дальнейшем охлаждении дать дополнительную усадку, что приведет к сокращению расстояния между верхним и нижним питателями и искривлению стенок отливки.
ВЛИЯНИЕЛИТНИКОВО-ПИТАЮЩИХСИСТЕМ
НАТЕХНИКО-ЭКОНОМИЧЕСКИЕПОКАЗАТЕЛИПРОИЗВОДСТВА
Крупные отливки монтируют обычно в блоке по одной. При изготовлении небольших отливок количество их в блоке может колебаться в широких пределах и оказывать существенное влияние на технико-экономические показатели производства.
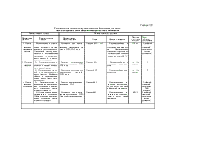
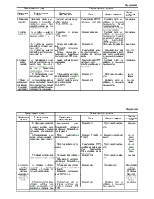
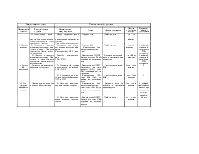
Некоторые технико-экономические показатели производства стальных отливок весом 40 г с габаритными размерами 50 X 15 X 12 мм в зависимости от размеров блоков приведены в табл. 24.
Таблица 24
Технико-экономические показатели производства 10000 отливок при разных размерах литниково-питающих систем в виде стояка
|
N» |
Размер в |
ы стояка мм |
О CQ Н <->-^ О) |
i 5 |
О О. 8е 81? |
, S,-^ та Ч а; н я н з У л° ^ •^П а, 1 |
S8 2 в |
6 S £ |
о ч ... S i» {28§!* О CL1 Ю |
|
варианта |
высота |
диаметр |
ill §!» ^00 |
g ш I! хЗ |
|§S* Ч я Ч у О О та U Хаа а с |
Е sn^. 2 ьй qj £ И д.* лоно CQ ffi О Д |
5* 4S О О £«§ |
ч:^ 1" Зе |
|§я§эт fssis essis |
|
1 |
240 |
28 |
30 |
333 |
16 |
3-40 |
2,6 |
46 |
14 |
|
2 |
240 |
40 |
36 |
277 |
13 |
3—07 |
3,7 |
39 |
10 |
|
з |
300 |
28 |
45 |
222 |
1 1 |
2 — 28 |
3 6 |
50 |
10 |
|
4 |
300 |
40 |
54 |
185 |
9 |
2—19 |
4,9 |
44 |
7 |
|
5 |
360 |
28 |
60 |
167 |
8 |
1—55 |
4,4 |
55 |
8 |
|
6 |
360 |
40 |
72 |
139 |
7 |
1—44 |
6,5 |
44 |
5 |
Увеличение диаметра стояка в данном примере приводит к уменьшению выхода годного, хотя это и не всегда имеет место. Для многих деталей увеличение диаметра стояка может повысить выход годного. Следует заметить, что при изготовлении отливок из углеродистой стали или других недорогих сплавов некоторое увеличение выхода годного значительно менее сказывается на себестоимости продукции, чем снижение трудоемкости при уменьшении числа блоков. Поэтому выходу годного не всегда следует придавать главное значение. При изготовлении же отливок из дорогих сплавов величина выхода годного может иметь большее значение, чем снижение трудоемкости.
Ниже приведена зависимость выхода годного от веса стальных отливок. Таблица составлена на основании анализа оправдавших себя литниково-питающих систем для более чем 200 наименований отливок.
Вес отливок в г .... До 50 50—100 100—200 200—300 300—500 500—800 Более 800 Средний выход годного в % 22 31 34 36 39 43 48
Увеличение веса модельного блока до нанесеня и после нанесения оболочки, а также литого блока приводит к затруднениям при проведении технологических операций вручную. Поэтому при ручной работе редко применяют литые блоки весом более 3 кг. Стремление к улучшению
При изготовлении очень сложных по конфигурации моделей используются эластичные пресс-формы, выполненные из формопласта или резины. В этом случае к деталям нельзя предъявлять жестких требований по точности, так как получается, в основном, лишь четкое воспроизведение моделью контуров полости пресс-формы.
ПРОЕКТИРОВАНИЕПРЕСС-ФОРМ
. Пресс-форму проектируют на основании чертежа отливки, который составляет технолог-литейщик по чертежу детали. На чертеже указывается линия разъема пресс-формы, припуски на обработку, место подвода металла, размер литников и технические требования, предъявляемые к отливке.
Если предусматривается многогнездовая пресс-форма, необходимо давать чертеж секции моделей. При разработке чертежа секции следует учитывать максимальное размещение моделей в одной секции
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.