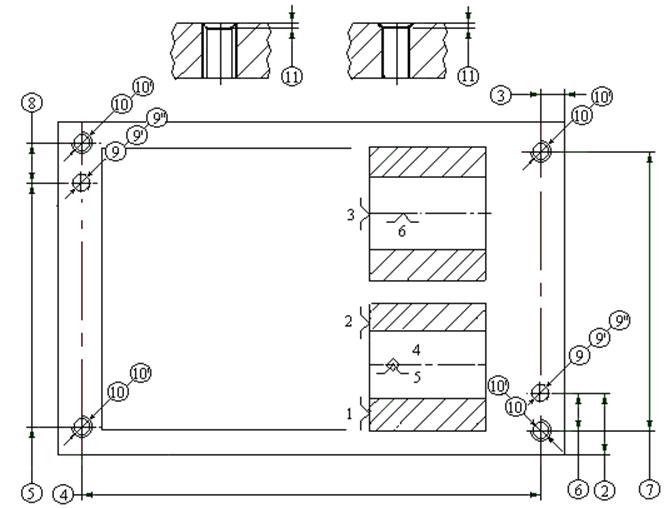
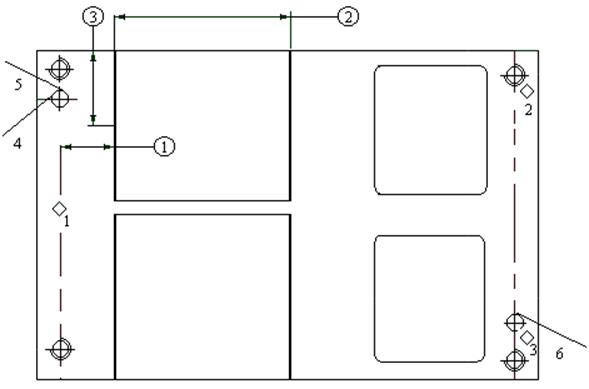
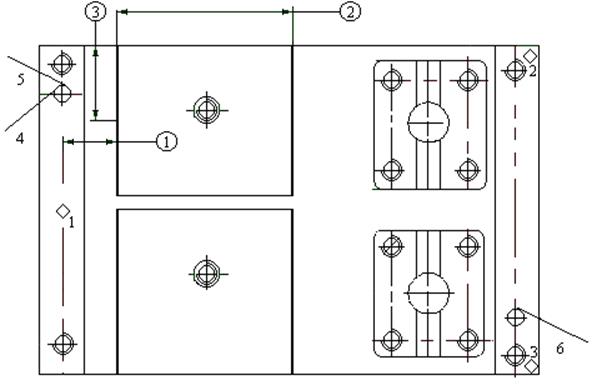
Центрувати, положення вісей шести отворів, послідовно остаточно, витримуючи розміри 2 - 3, 4,-5, 6-7, 4-8 .
04.Свердлити послідовно два базових наскрізних отвори, послідовно остаточно, витримуючи розміри 2- 3, 4-5, 9-9 .
05.Свердлити послідовно чотири отвори, послідовно остаточно, витримуючи розміри 2- 6-7, 10-10-10-1.
06.Зенкерувати послідовно два базові отвори , послідовно остаточно, витримуючи розміри 2- 3, 4,-5, 9'-9'.
07.Свердлити послідовно попередньо два наскрізних отвори, витримуючи розміри 3, 4, 5, 6, 7, 8.
08.Зенкувати шість отворів послідовно остаточно, витримуючи розміри 2-3, 4-5, 9-9, 11, 2- 6- 7, 10-10-10-10, 11.
09.Нарізати різь послідовно в двох отворах, витримуючи розмір 10'-10'-10'-10'
10. Розвернути послідовно два базових отвори послідовно остаточно, витримуючи розміри 9''-9''.
 |
 |
010.Багатоцільова
Верстат: свердлильно - фрезерно – розточувальний мод.16904ВМФ2
А.Установити, закріпити, зняти
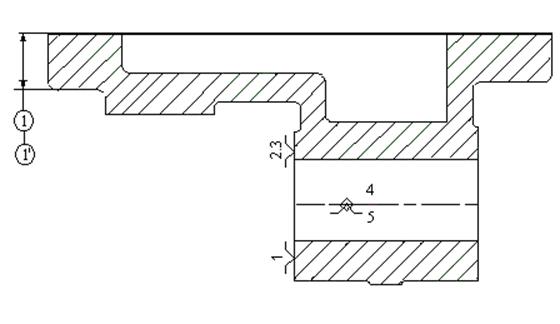
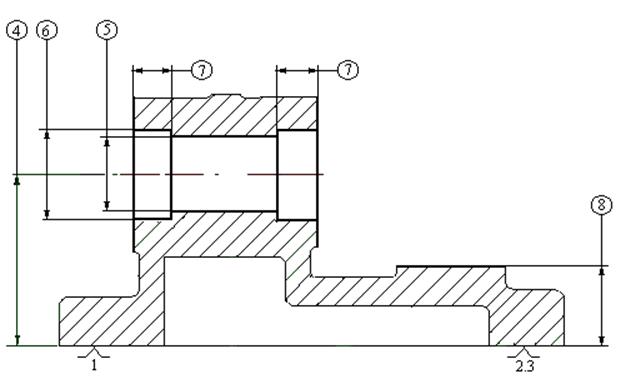
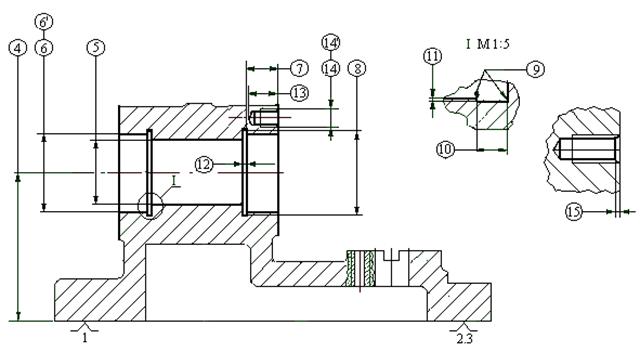
01.Фрезерувати торці послідовно попередньо , витримуючи розмір 1, 2
02.Розточити послідовно попередньо наскрізні отвори, витримуючи розмір ,3, 4, 5
03.Розточити отвори послідовно попередньо , витримуючи розміри 3,4 , 6, 7
04.Фрезерувати послідовно попередньо торці, витримуючи розмір 8
 |
 |
Верстат: сверлильно - фрезерно - розточний мод.2254ВМФ4
А.Установити, закріпити, зняти
01.Фрезерувати поверхні остаточно послідовно , витримуючи розмір 1
02.Фрезерувати поверхні остаточно послідовно , витримуючи розміри 2
03.Центрувати два отвори, витримуючи розміри 7, 8, 9
04.Свердлити послідовно попередньо два наскрізних отвори, витримуючи розміри 7, 8, 9 ,10
09.Зенкерувати два отвори послідовно остаточно , витримуючи розміри
05.Фрезерувати пази попередньо послідовно , витримуючи розміри 3, 4, 5, 6
06.Фрезерувати пази остаточно послідовно , витримуючи розміри 3, 4, 5, 6
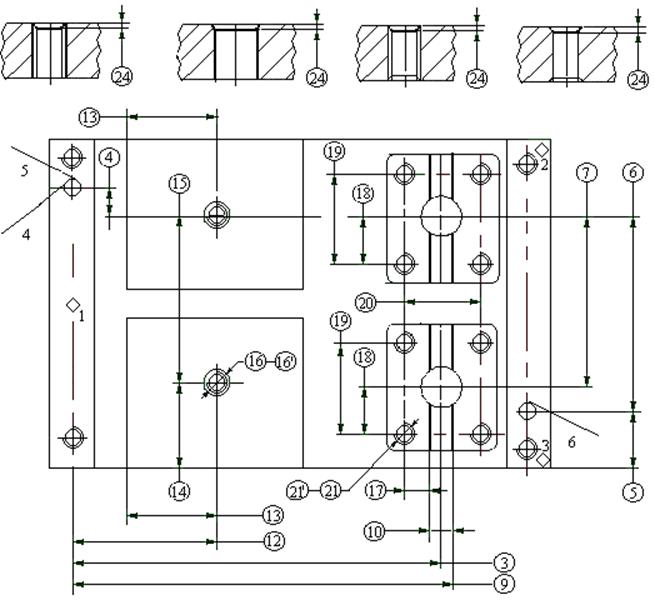
07.Центрувати десять отворів, витримуючи розміри 11, 12, 13, 15, 16 ,17-17, 18, 19
08.Свердлити десять наскрізних отворів послідовно попередньо , витримуючи розміри 11, 12, 13, 14, 15, 16 , 17-17, 18, 19, 20
10.Фрезерувати поверхні остаточно послідовно витримуючи розмір 21, 22
11.Зенкувати фаски в десятьох отворах послідовно остаточно , витримуючи розмір 23-2312.Нарізати різь послідовно в десятьох отворах, витримуючи розміри ,14', 20'
.
 |
 |
020.Бгагатоцільова
Верстат: свердлильно - фрезерно – розточувальний мод.16904ВМФ2
А.Установити, закріпити, зняти
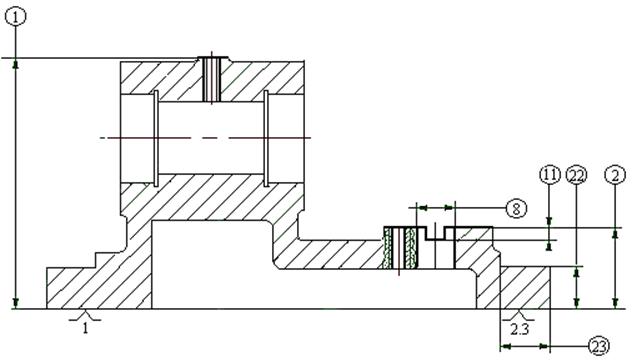
01.Фрезерувати торці послідовно остаточно , витримуючи розмір 1, 2
02.Розточити отвори послідовно остаточно , витримуючи розміри 3, 4
03.Розточити отвори послідовно попередньо , витримуючи розміри 3, 5, 6, 7
04.Розточити отвори послідовно остаточно , витримуючи розміри 3, 5, 6', 7
05.Точити канавку послідовно остаточно , витримуючи розміри 8, 9,10 , 11, 12
06.Центрувати шістнадцять отворів, витримуючи розмір 13
07.Свердлити шістнадцять отворів послідовно попередньо, витримуючи розміри 13, 14
08.Зенкувати фаски в десятьох отворах послідовно остаточно , витримуючи розмір 15
09.Нарізати різь послідовно в десятьох отворах, витримуючи розмір 14'
 |
 |
Зміст
1. Технологічний розділ……………………………………………………….5
1.1.Технологічний аналіз креслення………………………………………..5
2.Аналіз службового призначення і умови роботи деталі у вузлі
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.