Враховуючи річний обсяг випуску та масу, визначаємо тип виробництва. Для річного випуску 5000 деталей та маси 20 кг тип виробництва середньосерійний. Очевидно, що для ССВ при річній програмі випуску деталей 5000 штук, для виготовлення поковок доцільно застосовувати штампування.
В залежності від обладнання розрізняють такі види об’ємного штампування:
- на штампувальних пароповітряних молотах двосторонньої дії;
- на кривошипних гарячештампувальних пресах (КГШП);
- на горизонтально-кувальних машинах (ГКМ);
- на гідравлічних пресах та інші.
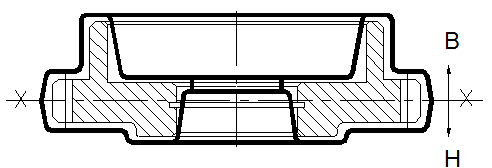
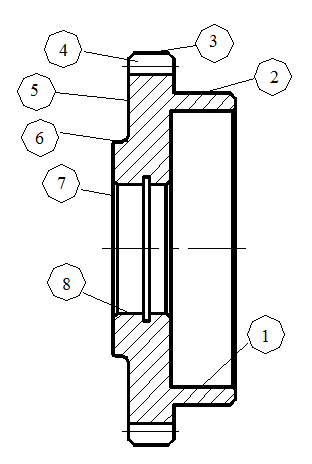
Висновок: виходячи з цього остаточно приймаємо спосіб штампування на молотах у відкритому (облойному) штампі. Ескіз заготовки приведено на рис. 2.1.
 |
2.5. Обгрунтування вибору ТБ
Для реалізації вибору баз необхідно за аналізом креслення деталі виконати класифікацію поверхонь за службовим призначенням (рис. 2.2).
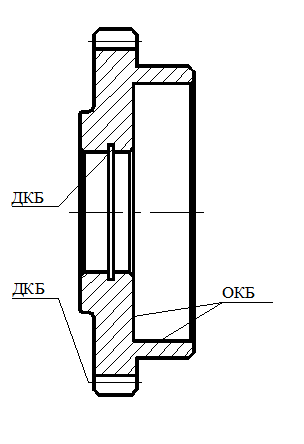 |
за службовим призначенням.
Основні конструкторські бази (ОКБ):
- отвір Ǿ90Н6;
- внутрішня торцева поверхня, прилегла до цього отвора;
Допоміжні конструкторські бази (ДКБ):
- поверхні зубців;
-
канавка Ǿ44,5 під сальник.
Перевіряємо можливість перетворення ОКБ у ЗТБ. Конструкція деталі дозволяє реалізувати принцип суміщення баз ОКБ=>ЗТБ при обробці зовнішніх поверхонь. Також є можливість реалізації принципу незмінності баз ЗТБ=const.
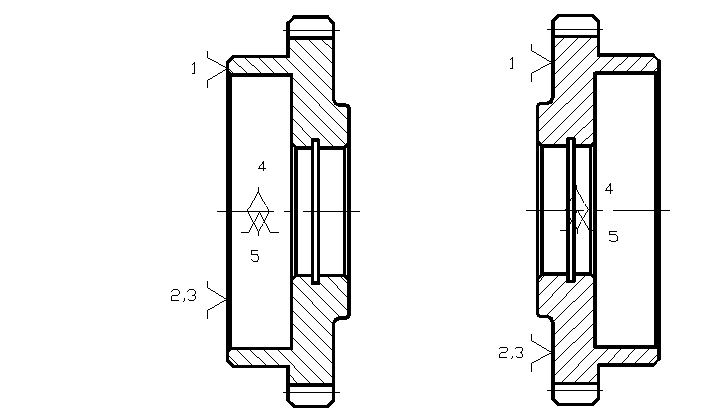
Схема базування деталі по ЗТБ представлена на рис. 2.3.
а) б)
Рис. 2.3. Схема базування деталі по ЗТБ
а- при обробленні зовнішніх поверхонь;
б- при обробленні внутрішніх поверхонь;
ЗТБ=У(З)+ПО(2);
Алгоритм вибору ТБ для першої операції полягає в наступному:
- необроблена поверхня заготовки може використовуватись як ТБ тільки один раз;
- оброблення цієї поверхні за кресленням взагалі не повинно бути передбачено;
- якщо заготовка не має таких поверхонь, то за ТБ необхідно прийняти поверхню з мінімальними припусками на механічну обробку.
Схема базування заготовки на першій операції представлена на рис. 2.4.
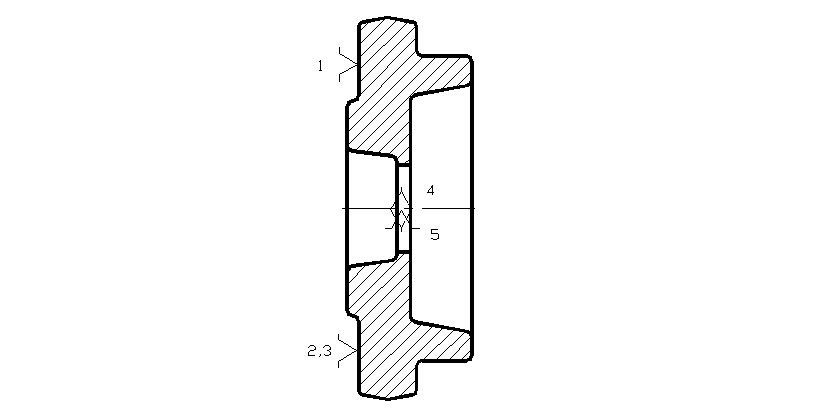 |
Прийнята схема базування заготовки на першій операції забезпечує найбільшу величину установленої бази, просту конструкцію пристосування, надійне закріплення заготовки при порівняльно невеликих силах затиску.
Великі розміри установчої бази дозволяють правильно розмістити її відносно вісі деталі.
2.6. Вибір типових послідовностей оброблення поверхонь
Ескіз деталі представлено на рис. 2.5
 |
Послідовність оброблення поверхонь приведена в табл. 2.4
Таблиця 2.4
|
Поверхні |
IT |
Ra |
Послідовність оброблення |
IT |
Ra |
|
|
За кресленням |
Після оброблення |
|||||
|
1. |
6 |
0,4 |
Розточування попереднє Розточування завепшальне Шліфування попереднє Шліфування завершальне |
12 10 8 6 |
6,3 2,5 0,8 0,4 |
|
|
2. |
14 |
6,3 |
Обточування одноразове |
12 |
6,3 |
|
|
3. |
11 |
3,2 |
Обточування попереднє Обточування завершальне |
12 11 |
6,3 3,2 |
|
|
4. |
Ступінь точності 8-В |
1,6 |
Фрезерування попереднє Шліфування попереднє Шліфування завершальне |
10 8 6 |
6,3 2,5 1,25 |
|
|
5. |
14 |
6,3 |
Точіння одноразове |
12 |
6,3 |
|
|
6. |
14 |
6,3 |
Обточування одноразове |
12 |
6,3 |
|
|
7. |
14 |
6,3 |
Точіння одноразове |
12 |
6,3 |
|
|
8. |
7 |
0,8 |
Розточування попереднє Розточування завепшальне Шліфування попереднє Шліфування завершальне |
12 10 8 7 |
6,3 3,2 1,25 0,8 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.