
Правка деталей типа «полоса» и полособульбов.
Правку деталей типа «полоса» следует выполнять на многовалковых листоправильных машинах или прессах. Для исключения повреждения валков кромки деталей должны быть зачищены от заусенцев. Правка может производиться как с прокладками так и без них. При правки деталей на листоправильных вальцах допускается применение прокладок размерами, приведенные в таблице 1. При этом зазор между рабочими валками при настройке машины должен увеличиваться на толщину прокладки. Прокладки следует укладывать на границе между бухтиной и ровной поверхностью детали. Прокладка должна быть изготовлена из металла более пластичного, чем выправляемая деталь.
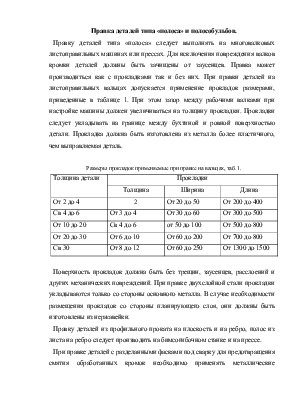
Размеры прокладок применяемые при правке на вальцах, таб. 1.
|
Толщина детали |
Прокладки |
||
|
Толщина |
Ширина |
Длина |
|
|
От 2 до 4 |
2 |
От 20 до 50 |
От 200 до 400 |
|
Св 4 до 6 |
От 3 до 4 |
От 30 до 60 |
От 300 до 500 |
|
От 10 до 20 |
Св 4 до 6 |
от 50 до 100 |
От 500 до 800 |
|
От 20 до 30 |
От 6 до 10 |
От 60 до 200 |
От 700 до 800 |
|
Св 30 |
От 8 до 12 |
От 60 до 250 |
От 1300 до 1500 |
Поверхность прокладок должна быть без трещин, заусенцев, расслоений и других механических повреждений. При правке двухслойной стали прокладки укладываются только со стороны основного металла. В случае необходимости размещения прокладок со стороны планирующего слоя, они должны быть изготовлены из нержавейки.
Правку деталей из профильного проката на плоскость и на ребро, полос из листа на ребро следует производить на бимсогибочном станке и на прессе.
При правке деталей с разделанными фасками под сварку для предотвращения смятия обработанных кромок необходимо применять металлические прокладки из листовой стали толщиной 2 мм. В стальных листах, в результате неравномерного охлаждения после проката на металлургическом заводе, отдельные волокна удлиняются, а другие сжимаются. На участках листов, расположенных между сжатыми волокнами, образуются бухтины. Кроме того, бухтины появляются из-за небрежной транспортировки листов.
Неровности на поверхности листа снижают точность разметки и качество машиной газовой резки; ухудшается устойчивость деталей при сжимающих нагрузках; поэтому весь листовой материал перед разметкой правят в листоправильных машинах. При правке полособульбу пропускают между рядами вращающихся валков. Последние многократно изгибают его, способствуя удлинению продольных укороченных волокон. Для того чтобы полособульб непрогибался, на входе и выходе ставят на уровне нижних Вальцев рольганги.
После правки величины стрелок прогиба замеряют с помощью линейки или протянутого шнура в продольном и поперечных направлениях. Допускаемая стрелка прогиба листа на 1 пог. м. не выше 2 мм.
Тщательно производят правку полосового материала, который после резки получает дополнительный изгиб серповидной формы . Этот материал правят на горизонтальных прессах, в гибочных станках и на плете вручную кувалдами.
Листоправильные вальцы имеют от 5 до 17 рабочих валков. Наиболее распространенные вальцы имеют семь валков – четыре сверху и три снизу. Нижние валки являются ведущими, а верхние – нажимными; на некоторых моделях станков верхние валки также являются ведущими. В зависимости от толщины листа оси верхних валков перемещаются по высоте с помощью специального привода. Крайние валки имеют свой привод. Их можно перемещать вверх или вниз независимо от остальных валков.
Схема валков листоправльного станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.