Отчет по лабораторной работе
«Исследование процесса листовой штамповки»
Руководитель Группа Р163
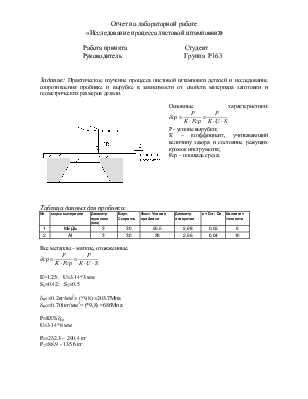
Задание: Практическое изучение процесса листовой штамповки деталей и исследование сопротивления пробивке и вырубке в зависимости от свойств материала заготовки и геометрических размеров детали.
 Основные
характеристики:
Основные
характеристики: 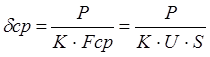
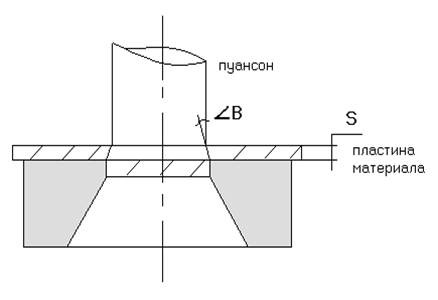
Р - усилие вырубки;
К – коэффициент, учитывающий величину зазора и состояние режущих кромок инструмента;
Fср – площадь среза;
Таблица данных для пробивки:
|
№ |
марка материала |
Диаметр пуансона (мм) |
Верт. Скорость |
Факт. Усилие пробивки |
Диаметр отверстия |
e = Dо - Dп |
Квалитет точности |
|
1 |
МЕДЬ |
3 |
30 |
95.5 |
2,98 |
0,02 |
9 |
|
2 |
Al |
3 |
30 |
38 |
2,96 |
0,04 |
10 |
Все металлы – мягкие, отожженные.
К=1.25; U=3.14*3 мм
S1=0.42; S2=0.5
dср1=0.2кг/мм2= (*9,8) =203.7Мпа
dср2=0.701кг/мм2= (*9,8) =686Мпа
P=KUSdср
U=3.14*8 мм
P1=232.3 – 290.4 кг
P2=88.9 - 135.6 кг
|
№ |
Марка материала |
Диаметр пуансона (мм) |
Верт. Скорость |
Расчетные усилия Pmin | Pmax |
Факт. Усилие пробивки |
Диаметр отверстия |
e = Dо - Dп |
Квалитет точности |
|
1 |
Медь |
8 |
30 |
232.3 – 290.4 |
242.6 |
7.98 |
0.02 |
9 |
|
2 |
Al |
8 |
30 |
88.9 – 135.6 |
94.5 |
7.93 |
0.04 |
10 |
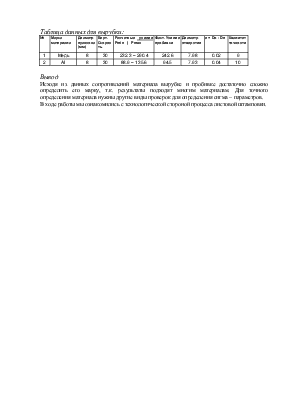
Исходя из данных сопротивлений материала вырубке и пробивке достаточно сложно определить его марку, т.к. результаты подходят многим материалам. Для точного определения материала нужны другие виды проверок для определения сигма – параметров.
В ходе работы мы ознакомились с технологической стороной процесса листовой штамповки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.