Для электронно-лучевой сварки разработаны и используются ПИЭЛ с полым анодом, работающие при давлении 10-2—10-1 мм рт. ст. на различных газах и обеспечивающие пучки с поперечным сечением различной формы с непрерывной мощностью до 30 кВт и импульсной мощностью до 200 кВт при плотности мощности до 106 Вт/см2. К.п.д. таких электронных источников составляет 70—90%. На рис. 40, 42— 45 приведены схемы электродов и конструкции нескольких сварочных пушек на основе ПИЭЛ с полым анодом. Пушка, построенная по схеме рис. 40, при мощности пучка 15 кВт обеспечивает сварные швы диаметром 2 см за время, равное 0,5 с При мощности 4 кВт и напряжении 17 кВ одноимпульсная приварка стального стакана к трубке диаметром 1,8 и толщиной стенок 0,1 см производится в течение 1 с. Пушка с трубчатым пучком и электродной схемой, показанной на рис. 45, используется для стыковой сварки кольцевых штампованных деталей из стали толщиной 0,127 см. Кольцевой шов длиной 10 см производится за 0,5 с при токе пучка 0,8 А и ускоряющем напряжении 35 кВ. Пушки с ленточным пучком мощностью до 200 кВт применяются для одтноимпульсной сварки в торец полос нержавеющей стали длиной 100 см в течение 0,5 с.
Применение сварочных пушек на основе ПИЭЛ с полым анодом продолжает расширяться. Однако этим пушкам при их многочисленных достоинствах присущи и недостатки. Один из недостатков состоит в необходимости стабилизации давления в разряде в процессе сварки, поскольку от давления зависит ток пучка. Для поддержания постоянного давления применяют дифференциальную откачку из рабочей камеры и области разряда и автоматические системы стабилизации давления. Следует также отметить, что ПИЭЛ с полым анодом имеют более низкий к. п. д. и обеспечивают пучки с несколько меньшей плотностью мощности, чем пушки с термокатодом и ПИЭЛ, использующие низковольтный разряд и высоковольтное извлечение электронов в вакуум.
Имеются сведения о применении для сварки ПИЭЛ на основе высоковольтного разряда с полым катодом. Наряду с рассмотренными выше общими особенностями, присущими ПИЭЛ с высоковольтным разрядом, источники с полым катодом при использовании их для сварки обладают рядом отличий от ПИЭЛ с полым анодом. Извлечение электронов из плазмы, образованной в полом катоде, обусловливает меньшее влияние ионной бомбардировки катода на срок его службы. Однако зависимость положения и формы эмиттирующей плазменной поверхности от напряжения затрудняет выбор оптимальной формы электродов и не позволяет ограничиться электростатической фокусировкой пучка в разрядном промежутке, как это часто имеет место в ПИЭЛ с полым анодом. В сварочных ПИЭЛ с полым катодом обычно производится дополнительная фокусировка пучка магнитными линзами. Кроме того, для устойчивой работы ПИЭЛ с полым катодом требуется более низкое давление, не всегда обеспечиваемое форвакуумными насосами, и большие ограничительные сопротивления в цепи разряда.
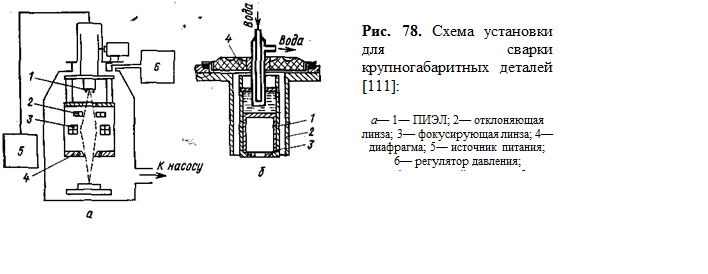 |
Схема установки для электронно-лучевой сварки крупногабаритных деталей корпусов космических ракет с длиной шва 30—60 м приведена на рис. 78. Особенностью установки является расположение ПИЭЛ в рабочей сварочной камере и использование цилиндрического полого катода, показанного на рис. 78, б. Электронная пушка с ПИЭЛ работает на аргоне при давлении р=5∙10-3 мм рт. ст., гелии при р=(2—3)10-2 мм рт. ст. или азоте при р=10-2 мм рт. ст. Ток пучка составляет (0,1—0,3) А при ускоряющем напряжении 40—60 кВ.
Для сварки деталей серийного промышленного производства, когда большое значение имеют быстрая откачка и малое время подготовительных операций, создана двухкамерная электронно-лучевая установка В этой установке ПИЭЛ монтируется в отдельной камере, которая может отделяться с помощью клапана. Эксплуатация установки с ПИЭЛ показала, что медленное ухудшение характеристик пучка, обусловленное ионной бомбардировкой торцевого элемента катода, начинается после 50 ч работы. Сравнение характеристик ПИЭЛ с характеристиками сварочных пушек с термокатодом показало, что энерговклады, требуемые для сварки металлических листов толщиной 1,3 см, в обоих случаях примерно одинаковы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.