металлоконструкции 7, тигля 3, механизма 6 поворота печи, индуктора 5, площадки 8.
Конструкция водоохлаждаемого индуктора и его крепление показаны на листе 88, а механизм подъема и поворота крышки — на листе 89. Для плавки стали применяют печи повышенной частоты (ИСТ) с массой садки от 0,06 т (ИСТ-0,06) до 10 т (ИСТ-10) с установленной мощностью 70... 4000 кВ-А, с удельным расходом электроэнергии 1000...640 кВт-ч/т соответственно.
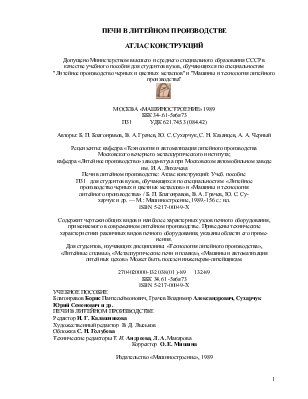
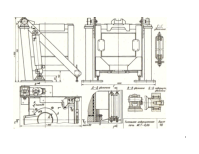
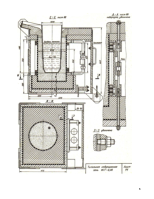
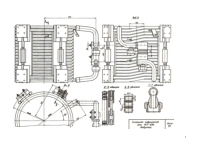
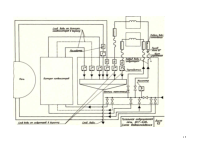
Тигельная индукционная печь повышенной частоты ИСТ-0,06 (листы 90...93) находит применение в цехах точного литья и других цехах, в которых требуются небольшие порции жидкой стали. Листы 90 и 91 дают представление об общем виде установки, механизме поворота печи, конструкции набивного тигля и креплении индуктора. Индуктор с системой охлаждения и крепления показан на листе 92. Схема водоохлаждения всей установки приведена на листе 93. Печь работает на токе повышенной частоты 2400 Гц, вместимость тигля 0,06 т, мощность печи 80 кВт, производительность 0,05 т/ч, удельный расход электроэнергии 1000... 1100 кВт- ч/т, общая масса печи 0,5 т.
Печи ИЧТ промышленной частоты выпускают с массой садки от 1 т (ИЧТ-1) до 31 т (ИЧТ-31) с установленной мощностью 360...6300 кВ-А (соответственно) и с удельным расходом электроэнергии 638...546 кВт-ч/т.
Конструкция современной индукционной тигельной печи ИЧТ-10/4,0 и ее техническая характеристика приведены на листе 94. Эта печь имеет в отличие от других печей повышенную удельную мощность (400 кВт • ч/т).
Самая мощная индукционная электропечь отечественного производства показана на листе 95
Для плавки цветных сплавов используют индукционные печи промышленной частоты, а именно: для магниевых — ИГТ производительностью от 0,105 (ИГТ-0,25) до 1,75 т/ч (ИГТ-4) с установленной мощностью 150...1600 кВ-А и удельным расходом электроэнергии 450...520 кВт-ч/т; для алюминиевых — ИАТ производительностью от 0,16 т/ч (ИАТ-0,4) до 1,6 т/ч (ИАТ-6М) с установленной мощностью 180...1600 кВ-А и удельным расходом электроэнергии 900...725 кВт- ч/т; для медных — ИЛТ производительностью от 0,6 т/ч (ИЛТ-1М) до 6,6 т/ч (ИЛТ-25) с установленной мощностью 400...5600 кВ.А и удельным расходом электроэнергии 450...600 кВт.ч/т.
Индукционные тигельные печи обладают следующими преимуществами: позволяют легко достигать высоких температур перегрева благодаря выделению энергии непосредственно в нагреваемом материале; обеспечивают из-за отсутствия соприкосновения металла с топливом или электродами более точный химический состав сплава, хорошее перемешивание металла под воздействием электродинамических сил и малую окисляем ость из-за «холодного» шлака. Кроме того, в этих печах имеются условия для гибкого ведения процесса плавки (применения разных режимов), а футеровка печи не перегревается. К недостаткам этих печей следует отнести низкую температуру шлаков, что не позволяет вести активный металлургический процесс и затрудняет удаление шлака; выпучивание поверхности расплавленного металла из-за больших электродинамических сил, возникающих в расплаве, что ограничивает подвод мощности и интенсивность ведения плавки в печах с низкой частотой тока.
Расчет индукционной тигельной печи проводится по следующей схеме: по массе определяют полезный объем тигля; по объему, зная допустимые соотношения между диаметром и высотой тигля, — их размеры; определив толщину футеровки боковых стен и пода, находят потери тепла через стенки и под, составляют баланс плавки; на основании теплового баланса печи определяют активную и реактивную мощности в садке и индукторе; по общей мощности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.