



Министерство образования и науки Российской Федерации.
Государственное образовательное учреждение Высшего профессионального образования
“Комсомольский-на-Амуре Государственный Технический Университет”.
Федеральное агентство по образованию и науке.
Кафедра ”Машины и технология литейного производства”
ФОРМОИЗМЕНЕНИЕ ЗАГОТОВКИ ПРИ
ОСАДКЕ КОЛЬЦАМИ
Методические указания к лабораторной работе №3
по курсу “Обработка металлов давлением”
Комсомольск-на-Амуре 2006
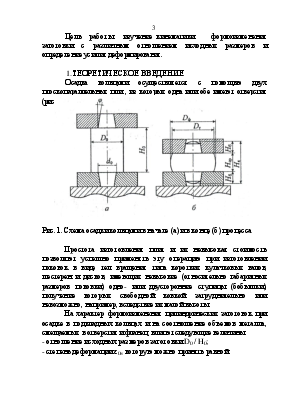
Цель работы: изучение кинематики формоизменения заготовки с различным отношением исходных размеров и определение усилия деформирования.
1.ТЕОРЕТИЧЕСКОЕ ВВЕДЕНИЕ
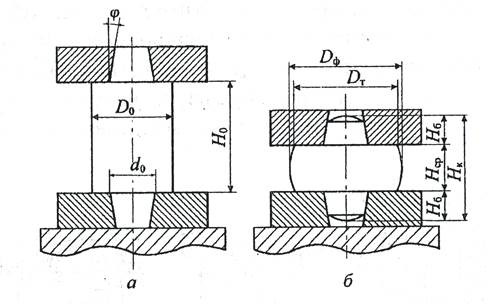 Осадка кольцами осуществляется с помощью двух плоскопараллельных плит, из
которых одна или обе имеют отверстия (рис. 1).
Осадка кольцами осуществляется с помощью двух плоскопараллельных плит, из
которых одна или обе имеют отверстия (рис. 1).
Рис. 1. Схема осадки кольцами в начале (а) и в конце (б) процесса
Простота изготовления плит и их невысокая стоимость позволяют успешно применять эту операцию при изготовлении поковок в виде тел вращения типа коротких кулачковых валов, шестерен и дисков, имеющих невысокие (относительно габаритных размеров поковки) одно- или двусторонние ступицы (бобышки), получение которых свободной ковкой затруднительно или невозможно, например, вследствие их малой высоты.
На характер формоизменения цилиндрических заготовок при осадке в подкладных кольцах и на соотношение объемов металла, смещаемых в отверстия и фланец, влияют следующие величины:
- отношение исходных размеров заготовки D0 / H0;
- степень деформации e0н которую можно принять равной
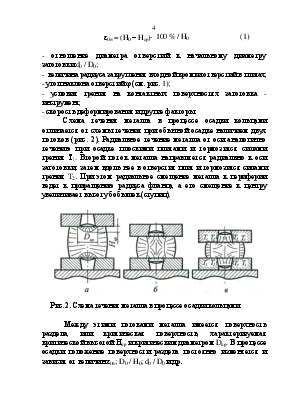
e0н = (H0 – Hср)× 100 % / H0 (1)
- отношение диаметра отверстий к начальному диаметру заготовки d0 / D0;
- величина радиуса закругления входной кромки отверстий в плитах;
- угол наклона отверстий j (см. рис. 1);
- условия трения на контактных поверхностях заготовка - инструмент;
- скорость деформирования и другие факторы.
Схема течения металла в процессе осадки кольцами отличается от схемы течения при обычной осадке наличием двух потоков (рис. 2). Радиальное течение металла от оси аналогично течению при осадке плоскими плитами и тормозится силами трения Т1. Второй поток металла направляется радиально к оси заготовки, затем вдоль нее в отверстия плит и тормозится силами трения T2. При этом радиальное смещение металла к периферии ведет к приращению радиуса фланца, а его смещение к центру увеличивает высоту бобышек (ступиц).
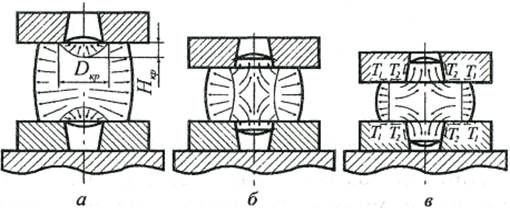 |
Рис. 2. Схема течения металла в процессе осадки кольцами
Между этими потоками металла имеется поверхность раздела, или критическая поверхность, характеризуемая критической высотой Нкр и критическим диаметром Dкр. В процессе осадки положение поверхности раздела постоянно изменяется и зависит от величин e0н; D0 / H0; d0 / D0 и др.
Процесс формоизменения при осадке кольцами условно можно разделить на три стадии (см. рис. 2):
1. На первой стадии суммарная высота бобышки и фланца непрерывно уменьшается, т. е. Hк < Н0, при этом часть металла из центрального участка, ограниченного Нкр и Dкр (см. рис. 2, а), течет в отверстия плит, а остальной металл перемещается в радиальном направлении к периферии. В начале осадки Dкр » d0.
2. При увеличении степени деформации, начиная с некоторого момента, высота поковки начинает возрастать и достигает величины исходной высоты заготовки, т. е. Hк = Н0. При этом Нкр и Dкр увеличиваются; когда критическая высота Нкр достигнет величины Нср/2, положение поверхности раздела потоков металла будет определяться только величиной Dкр (см. рис. 2, б).
На этой стадии формоизменения увеличивается объем центрального участка, из которого металл течет в отверстия плит, и уменьшается объем металла, перемещающегося в радиальном направлении к периферии.
3. Суммарная высота поковки растет, превышая начальную высоту заготовки, т. е. Hк > Н0. При этом большая часть металла смещается от периферии к центру и затем в отверстия плит, увеличивая высоту бобышек (см. рис. 2, в).
Сложный характер формоизменения при осадке кольцами затрудняет определение размеров исходной заготовки, необходимых для получения готовой поковки заданных размеров.
Контактное давление при осадке кольцами определяется по формуле
pp = sT× (1 + (m×Dср / 3 × Hср)) (2)
а величина полного усилия - по формуле
Рр = pp × p× (Dср2 – d ср2) / 4 (3)
где sт - предел текучести материала, для свинца sт » 15.. .20 МПа;
m - коэффициент трения между образцом и кольцами;
Dср - средний диаметр заготовки при осадке, который, в свою очередь, определяется так:
Dср = (DФ + Dт) / 2 (4)
здесь DФ - максимальный диаметр фланца;
Dт - диаметр торца (см. рис.1, б);
Нср - высота фланца;
d0 - диаметр отверстия.
2. ОБОРУДОВАНИЕ, ИНСТРУМЕНТ, ОБРАЗЦЫ
Работа выполняется на универсальной испытательной машине или прессе. В качестве исходных заготовок используются свинцовые образцы одинакового диаметра и разной высоты (с различным отношением D0/H0). В качестве инструмента применяются подкладные кольца со шлифованной поверхностью. Необходимые измерения производятся штангенциркулем.
3. ПОРЯДОК ПРОВЕДЕНИЯ РАБОТЫ
1. Определить исходные размеры образцов и подсчитать отношение D0/H0.
2. Установить образец в специальное приспособление так чтобы ось образца совпадала с направлением осадки. Перенести сборку на стол пресса или испытательной машины.
3. Провести поэтапную осадку образцов с различным отношением D0/H0 со степенью деформации, равной 0,2; 0,4; 0,6 и 0,8. Величина осадки при этом контролируется по ходографу пресса.
4. В процессе деформации фиксируется максимальное экспериментальное усилие осадки РЭ.
5. Провести измерение размеров осаженных с разной степенью деформации образцов: Нк, Нср, Нб, Dф, DТ.
6. Занести исходные и экспериментальные данные в табл.1.
4. ОБРАБОТКА ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ
1. Рассчитать по формулам (2) и (3) контактное давление и полное усилие осадки.
2. Рассчитать на основании экспериментальных данных отношения Нб / Н0, Нк / Н0, DФ / d0.
3. Построить графики зависимостей Нб / Н0, Нк / Н0, DФ / d0, РЭ = ¦(e0н).
Таблица 1. Результаты исследования формоизменения заготовки в процессе осадки кольцами
|
Исходные данные |
Экспериментальные данные |
Результаты расчета |
|||||||||||||
|
D0 / d0
|
D0 / H0 |
e0н, % |
Высота, мм |
Диаметр, мм |
Нк / Н0 |
Нб / Н0 |
DФ / d0 |
РЭ, кН |
рр, МПа |
Рр, кН |
|||||
|
Hк |
Нср |
Нб |
DФ |
Dт |
Dср |
||||||||||
5. СОДЕРЖАНИЕ ОТЧЕТА
1 . Конспект теоретической части работы.
2. Краткое описание методики выполнения работы.
3. Расчетная часть.
4. Графики зависимостей.
5. Выводы по работе.
6. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы особенности процесса осадки заготовок в подкладных кольцах по сравнению со свободной осадкой плоскими плитами?
2. Какие факторы влияют на характер формоизменения заготовки при осадке кольцами?
3. На какие стадии можно разделить процесс формоизменения заготовки при осадке кольцами?
4. Что такое критическая поверхность, какими параметрами она характеризуется?
5. Как изменяется в процессе деформации форма поверхности раздела потоков металла?
6. Как рассчитываются усилия осадки заготовки в подклад
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.