Иллюстрация комплексного использования, рассмотренных выше правил оформления технологической документации на операции механической обработки, приведена на рисунках 22 и 23. Операционная карта и карта эскизов предназначены для выполнения операции №25, которая включена в маршрутную карту технологического процесса изготовления детали «Колесо зубчатое» (см. рисунок 13). При анализе данного примера могут помочь рекомендации по использованию справочной литературы для поиска нормативно-технической информации. Они приведены в приложении Б.
Описание операций технического контроля производится на формах МК. При этом условное обозначение в левом нижнем углу формы должно быть «МК/ОК».
Размеры, контролируемые одним средством измерения, группируются в одной строке, после чего указывают обозначение средства измерения, a в графе , где обычно записывают подготовительно-заключительное время на операцию, указывают процент контроля изделий. Продолжение описания операции контроля осуществляют на формах la. Ha первой строке под служебным символом «О» делают запись: "Продол. опер. №.." и со следующей строки продолжают описание. Пример заполнения МК/ОК приведен на рисунке 24.
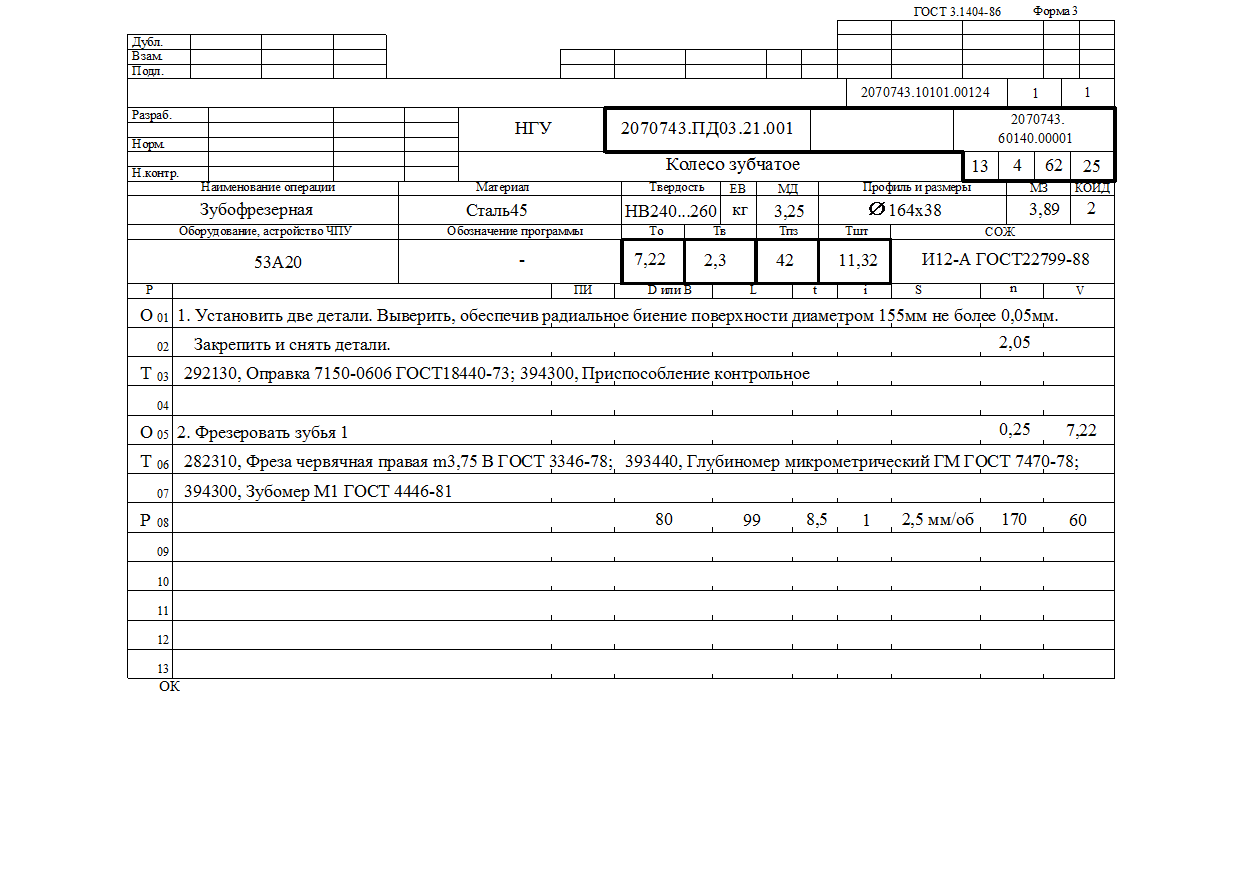 |
Рис. 22 Пример оформления операционной карты
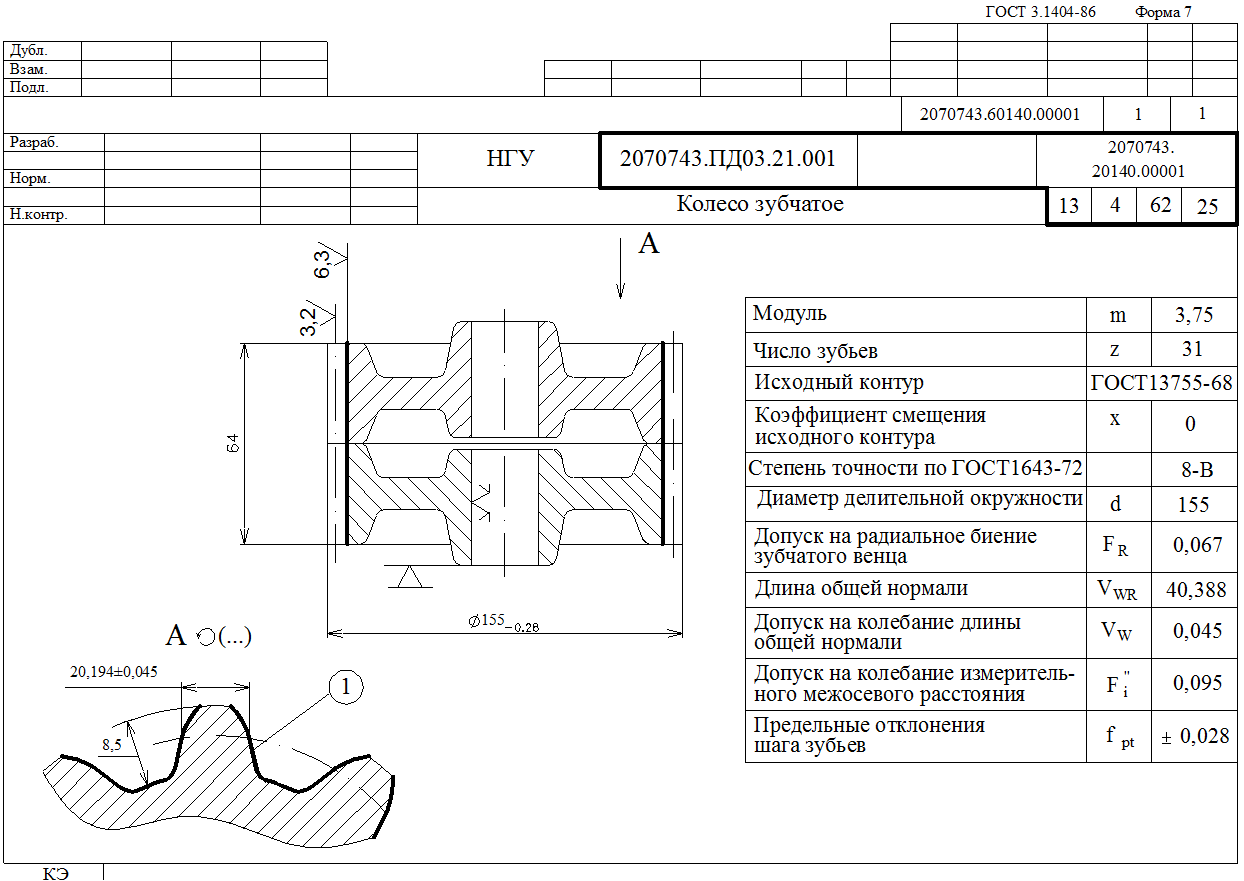 |
Рис. 23 Пример оформления карты эскизов
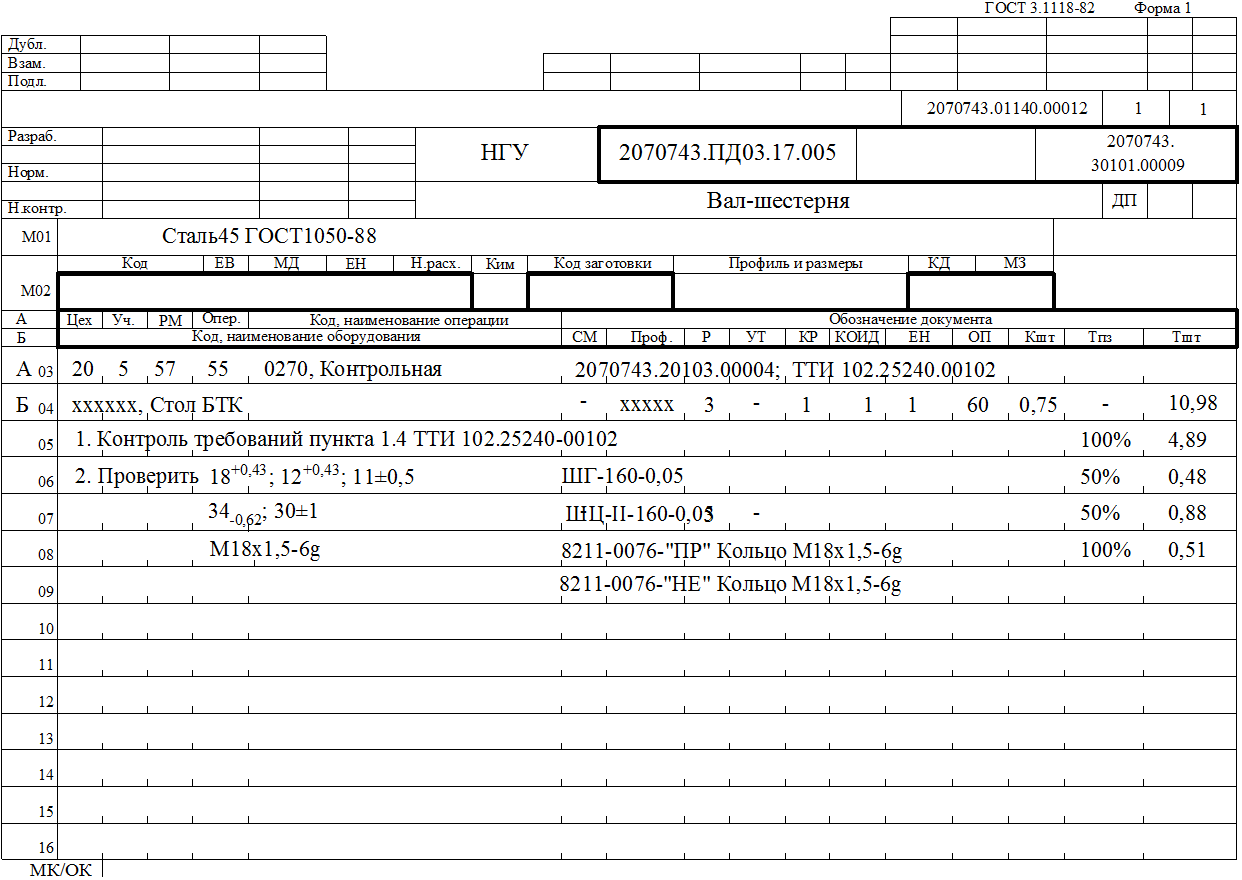 |
Рис 24 Пример оформления контрольной карты
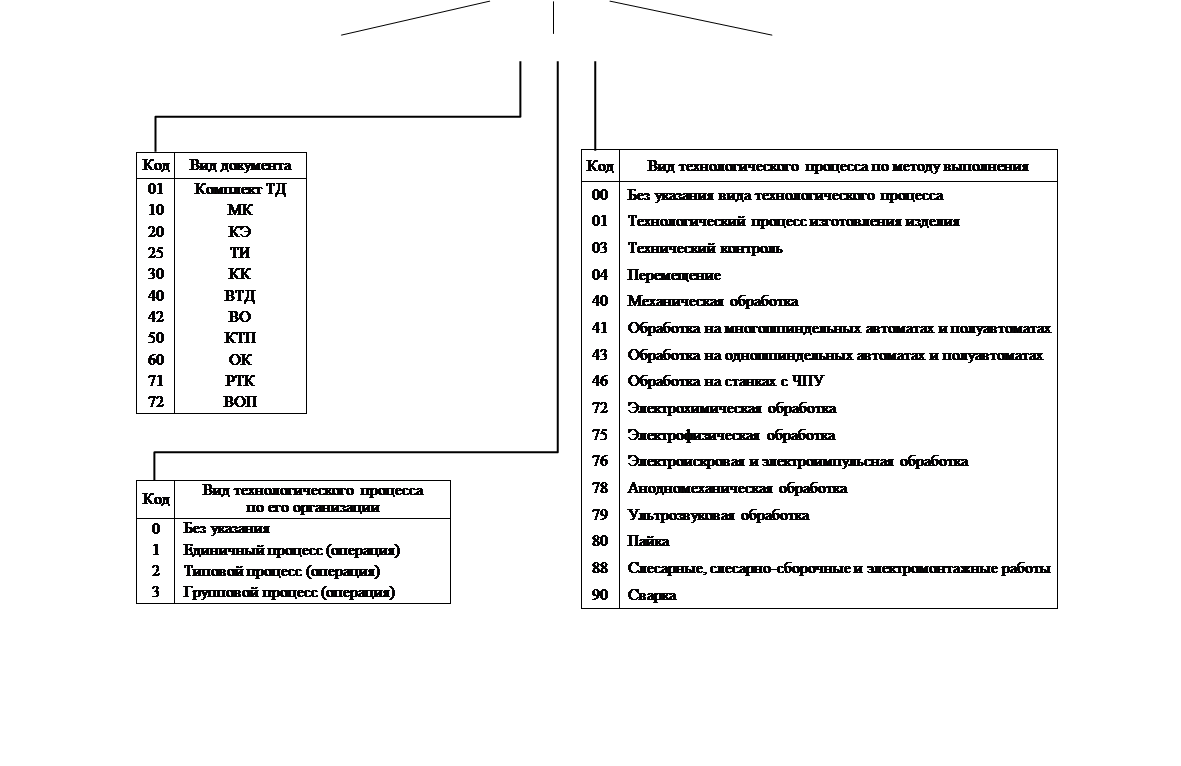
Приложение А
Структура обозначений технологических документов
 2070743.10140.00005
2070743.10140.00005
|
Код организации-разработчика (7 знаков) |
· |
ХХ |
Х |
ХХ |
· |
Порядковый регистрационный номер документа (5 знаков) |
Приложение Б
Рекомендации по использованию справочной литературы
|
Тема |
Рекомендации, ссылки на список рекомендуемой литературы |
|
Обозначение конструкторского документа |
Обозначение рабочего чертежа детали согласно СВНЗ |
|
Обозначение технологического документа |
Приложение А данного пособия |
|
Обозначение НТД на материалы |
[5] |
|
Код, наименование операции |
[3] |
|
Обозначение документов в строке «А» (МК) |
См примечание к табл.5 настоящего пособия |
|
Код оборудования |
[3] |
|
Код профессии |
[7. с.111] |
|
Обозначение СОЖ |
[11. с.232] |
|
Код технологической оснастки |
[3] |
|
Обозначение приспособлений |
[8], [13] |
|
Обозначение вспомогательного инструмента |
[4], [8], [3] |
|
Обозначение режущего инструмента |
[1], [8] |
|
Обозначение контрольного и мерительного инструмента |
[8] |
Рекомендуемая литература
1. Долматовский Г.А. Справочник технолога по обработке металлов резанием. М.: МАШГИЗ, 1952
2. Классификатор технологических операций машиностроения и приборостроения 85 151 М.: Издательство стандартов, 1987.
3. Кодирование технологической информации: Справочное пособие. НГУ, Днепропетровск,2003
4. Кузнецов Ю.И. Маслов А.Р. Байков А.Н. Оснастка для станков с ЧПУ:Справочник М.: Машиностроение 1983
5. Марочник сталей и сплавов/Под ред Сорокина В.Г. М.:Машиностроение,1989
6. Методические указания №6 по заполнению документов, входящих в технологический процесс, с разъяснением отдельных требований стандартов ЕСТД.: Приложение 4 к СТП 102 – 311 – 88. Днепропетровск, 1988.
7. Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах. М.: Машиностроение, 1986.
8. Обработка металлов резанием: Справочник технолога/Под ред. Панова А.А. М.: Машиностроение 1988
9. Общетехнический справочник/Под ред. Скороходова Е.А. М.: Машиностроение,1990
10. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы. ГОСТ 3.1119 – 83. М.,1985.
11. Прогрессивные режущие инструменты м режимы резания металлов/ Под общей ред Баранчикова В.И. М.: Машиностроение, 1990
12. Система обозначений технологических документов. ГОСТ 3. 1201 – 74. М.,1974.
13. Станочные приспособления в 2-х т. /Под ред. Вардашкина Б.Н. и Данилевского В.В. М.: Машиностроение, 1984
14. Формы и правила оформления документов на технологические процессы и операции обработки резанием ГОСТ 3.1404 – 86 . М.,1986.
15. Формы и правила оформления маршрутных карт ГОСТ3.1118 – 82 . М.,1983.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.