








УПРАВЛЕНИЕ ОБРАЗОВАНИЯ ГОМЕЛЬСКОГО
ОБЛИСПОЛКОМА
ГОМЕЛЬСКИЙ ГОСУДАРСТВЕННЫЙ
ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКИЙ КОЛЛЕДЖ
 |
«Монтаж и эксплуатация электрооборудования»
Дисциплина: «Электрооборудование предприятий и гражданских зданий»
Исследование электрооборудования и схемы
управления строгального станка модели 7242Б
2011 г
Разработал преподаватель ГГПТК «машиностроения» Осадчий В.А.
Методические указания обсуждены и утверждены на заседании методической комиссии колледжа_____________
ПРАКТИЧЕСКАЯ РАБОТА№6 Исследование электрооборудования и схемы
управления строгального станка модели 7242Б
Цельработы: Изучитьпринцип работы электрооборудования и схемы
управления строгального станка модели 7242Б,методику расчета и выбора электродвигателя главного движения.
Задачиработы
1. Изучить электрооборудование строгального станка, их характеристики, принципы пуска и регулирования, режимы работы.
2. Изучить принципы выбора электрооборудования строгального станка.
3. Изучить схему устройства и управления строгального станка.
Методическиеуказания
Общие сведения
Предназначены для обработки горизонтальных и вертикальных плоских поверхностей у крупных деталей большой длины.
Детали средних размеров устанавливаются на столе рядами и обрабатываются одновременно.
Кроме основной операции (строгание) на этих станках можно прорезать прямолинейные канавки различного профиля, пазы и т.п.
Конструктивное исполнение.
По конструкции продольно-строгальные станки разделяются на одностоечные (с консольной траверсой) и двухстоечные (портальные).
На рис. 6.1 представлено расположение основных узлов двухстоечного продольно-строгального станка.
Станина (1) станка имеет направляющие (плоские пазы, V-образные), по которым совершает возвратно-поступательное движение стола (2) с обрабатываемой закрепленной деталью.
Главное движение (перемещение стола) обеспечивается от электродвигателя стола (11) через редуктор (12) и реечную передачу.
Реечная передача состоит из рейки (прямозубой, косозубой или червячной), прикрепленной снизу к столу по всей его длине, и реечного колеса (или расположенного под углом червяка).
Снятие стружки с обрабатываемой детали (строгание) производится при ходе стола «вперед» (прямой или рабочий ход) со скоростью резания. Ход стола «назад» (обратный ход) совершается без снятия стружки (холостой ход) при поднятом резце (13) и с повышенной скоростью. Резцы отводятся и подводятся к обрабатываемой поверхности автоматически.
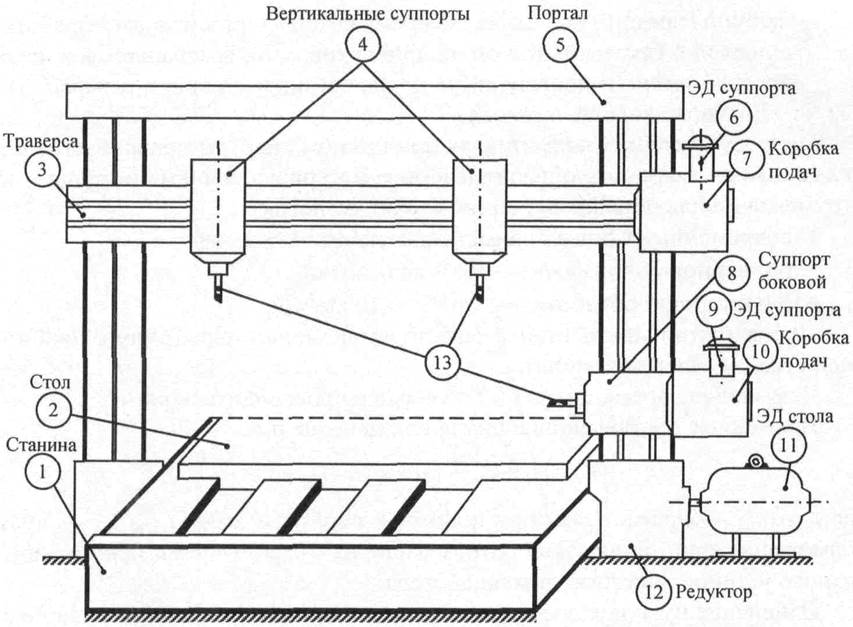
Рис. 6.1. Расположение основных узлов продольно-строгального станка
Портал (5) станка образован двумя вертикальными стойками и верхней балкой.
По вертикальным направляющим стоек портала перемещается траверса (3) и боковой суппорт (8). Некоторые станки имеют два боковых суппорта.
Траверса (поперечина) имеет горизонтальные направляющие, по которым перемещаются вертикальные суппорты (4).
Движение вертикальным суппортам (4) обеспечивается от отдельного ЭД (6) через коробку подач (7).
Движение боковому суппорту (8) обеспечивается от отдельного ЭД (9) через коробку подач (10).
Суппорты станка с закрепленными в них резцами осуществляют прерывистую периодическую подачу за время реверса стола с обратного хода на прямой.
Технологические возможности продольно-строгальных станков определяются:
- ходом стола (L) — наибольшей длиной строгания (от 1,5 до 12 м),
- наибольшей шириной (В) обработки (от 0,7 до 4 м),
- наибольшим тяговым усилием (Fт) на рейке стола (до 70 кН и более). Особенности работы.
На таких станках процесс обработки - циклический. Каждый цикл включает:
- рабочий (прямой) ход стола, во время которого происходит обработка;
- холостой (обратный) ход стола, при котором он возвращается в исходное положение и производится подача резцов (в период реверса стола с обратного хода на прямой).
Скорость резания (нормативная при прямом ходе) устанавливается в зависимости от твердости обрабатываемого материала, свойств режущего инструмента и вида обработки (черновая или числовая).
В современных станках наименьшая скорость резания:
• при черновой обработке — от 4 до 6 м/мин,
• при чистовой обработке — от 75 до 100 м/мин. Производительность станка зависит от времени цикла (одного двойного хода стола — вперед и назад).
Чем меньше время цикла (Тц), тем выше производительность. Временные составляющие цикла показаны на рис. 6.2.

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.