Введение
Конструкция корпус коллектора предназначена для смешивания жидкостей и последующему их отправлению по месту назначения. Работает в условиях агрессивной среды. На корпус действует давление жидкости и вибрационные нагрузки.
Габариты конструкции – Ø1650 мм × 500 мм.
Вес конструкции – 1650,3 кг.
1 Анализ материала
Конструкция изготавливается из стали 20К ГОСТ 5520-79. Сталь 20К ГОСТ 5520-79 предназначена для изготовления фланцев, днищ, цельнокованных и сварных барабанов, паровых котлов, полумуфт, корпусов аппаратов и других деталей котлостроения и сосудов, работающих под давлением и при температуре до 450°С. Химический состав, механические и технологические свойства указаны в таблице 1.1, таблице 1.2 и таблице 1.3 соответственно.
Таблица 1.1 – Химический состав 20К ГОСТ 5520-79
в процентах
|
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
|
0.16-0.24 |
0.15-0.30 |
0.35-0.65 |
≤0.30 |
≤0.040 |
≤0.040 |
≤0.30 |
≤0.30 |
≤0.08 |
Таблица 1.2 – Механические свойства 20К ГОСТ 5520-79
|
Температура испытания, °С |
Состояние |
Предел прочнос ти σв, МПа |
Предел текучес ти σт, МПа |
Относительное удлинение δ, % |
Коррозион ная стойкость |
|
20 |
Горячекатаные |
400-10 |
215-245 |
23 |
Высокая |
Таблица 1.3 – Технологические свойства 20К ГОСТ 5520-79
|
Свойство |
Значение |
|
Склонность к отпускной хрупкости |
Не склонна |
|
Флокеночувствительность |
Не чувствительна |
|
Свариваемость |
Без ограничений Способы сварки: РД, РАД, АФ, МП, ЭШ и КТ |
Флокеночувствительность – склонность стали и некоторых сплавов к поражению флокенами.
Флокены – внутренние трещины и полости (дефекты) в стальных поковках и прокатной продукции (иногда в слитках и отливках), связанные с выделением водорода в процессе перехода стали из жидкого состояния в твердое. Для предотвращения флокенов рекомендуется вакуумировать сталь с целью снижения содержания водорода ниже 1,5 – 1,8 ppm.
Для определения необходимости подогрева найдем эквивалент углерода по формуле
Сэкв = С +  (1.1)
(1.1)
где Cэкв – эквивалент углерода;
С – углерод, %;
Mn – марганец, %;
Ni – никель, %;
Сr – хром, %.
Сэкв = 0,2 +  = 0,275
= 0,275
Рассчитанный эквивалент углерода позволяет сделать вывод, что сталь 20К ГОСТ 5520-79 удовлетворительно сваривающаяся,к этой группе относятся стали, при сварке которых в нормальных производственных условиях трещин не образуется. Стали этой группы мало склонны к образованию холодных трещин при правильном выборе режимов сварки.
Определяем температуру подогрева по формуле:
Т = 350×![]() 0С,
(1.2)
0С,
(1.2)
где С![]() – полный эквивалент углерода.
– полный эквивалент углерода.
Полный эквивалент углерода определяем по формуле:
С![]() =Сэкв
(1+0,005S), (1.3)
=Сэкв
(1+0,005S), (1.3)
где S – толщина металла, мм.
С![]() = 0,275(1+0,005×30) = 0,31625
= 0,275(1+0,005×30) = 0,31625
Т.к. полученное значение полного эквивалента углерода, что меньше допустимого, то подогрев не требуется.
2 Выбор способа сварки
Для постановки прихваток и приварки деталей косынок выбираю механизированную сварку в среде углекислого газа. Сущность этого способа сварки заключается в том, что дуга возбуждается и горит между изделием и проволокой. Зона сварки защищается инертными или активными газами. Преимущество способа заключается в том, что сварка может вестись во всех пространственных положениях, применима практически к любому сплаву, защитные газы обеспечивают высокое качество сварных соединений. Недостатком является низкая производительность по сравнению с автоматической сваркой, большое разбрызгивание металла.
Для сварки кольца коллектора с фланцем выбираю автоматическую сварку под слоем флюса с малым вылетом проволоки, позволяющим немного повысить плотность тока. Сущность данного способа сварки заключается в том, что дуга возбуждается и горит между изделием и концом проволоки, которая автоматически подаётся в зону сварки, поддерживая заданное напряжение на дуге. Под действием тепла дуги кромки свариваемых деталей, проволока и часть флюса расплавляются.
Типы сварных соединений и параметры сварного соединения представлены в таблице 2.1 – для сварки кольца и фланца, в таблице 2.2 – для приварки косынок.
Таблица 2.1 – Конструктивные элементы сварного соединения типа С15 по ГОСТ 8713-79
|
Усл. Обозн. сварного соед. |
Конструктивные элементы |
Способ сварки |
Толщина, мм S=S1 |
e (пред.откл.±4) |
|
|
Подготовленных кромок свариваемых деталей |
Сварного шва |
||||
|
С15 |
|
|
АФ |
От 28 до 30 |
30 |
Таблица 2.2 – Конструктивные элементы сварного соединения типа Т3 по ГОСТ 14771-76
|
Усл. Обозн. сварного соед. |
Конструктивные элементы |
Способ сварки |
Толщина S, мм |
Зазор b±2, мм |
|
|
Подготовленных кромок свариваемых деталей |
Сварного шва |
||||
|
Т3 |
|
|
ИНп; ИП; УП |
От 22 до 40 |
0 |
3 Выбор сварочного и сборочного оборудования
Исходя из анализа материала и выбора способа сварки, выбираем следующее оборудование:
1) Для сборки и сварки всей конструкции – манипулятор сварочный TRP 6000 E (рисунок 3.1)
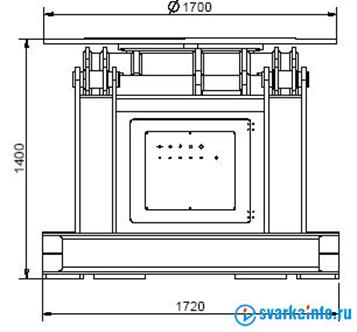
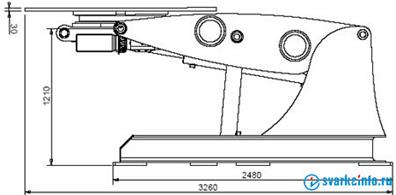
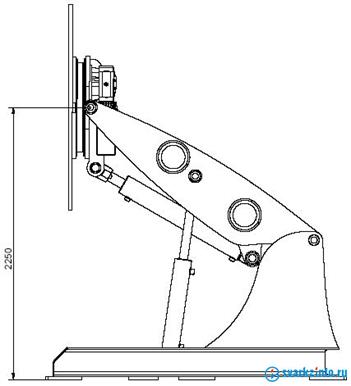
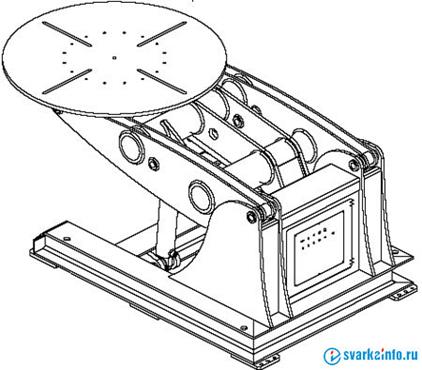
Рисунок 3.1 - Манипулятор сварочный TRP 6000 E
Т.Т.Х. манипулятора сварочного TRP 6000 E:
– макс. наклон стола: с планшайбой в горизонтальном положении +120° / -0°;
– подъем планшайбы: мин. высота 1200/макс. высота 2200 мм;
– максимальный поворот: концевой выключатель на 360° (может быть отключен);
– скорость вращения мин÷макс: 0.017 ÷ 0.50 об/мин;
– грузоподъемность: 6000 кг;
– крутящий момент: 900 кгм;
– изгибающий момент: 2000 кгм;
– потребляемая мощность: 6 КВт;
– напряжение питающей сети: 400 В (3хфазный) + заземление, 50 Гц;
– сечение кабеля: 3 x 4 мм;
– максимальный ток: 1200 A;
– вес: 2600 кг.
2) Для сварки кольца и корпуса коллектора – сварочная колонна
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.