При этом следует отметить, что при превышении твёрдости у быстрорежущих сталей свыше 66 HRC не желательно, т.к. при этом происходит резкое падение прочностных и пластических свойств. Т.о., основной причиной не позволяющей назначать одинаковую высокую твёрдость для всех инструментов, является прочность и вязкость. Твёрдость может быть “максимальной” лишь для инструментов, работающих при отсутствии динамических нагрузок, и должна быть пониженной при наличии динамических нагрузок. Именно из-за этих условий оптимальной для сталей режущего инструмента считается твёрдость ~62÷66 HRC, обеспечивающая достаточные прочностные свойства и пластичность.
Если обрабатывается мягкий материал (дерево,
пластмассы, цветные металлы), или при обработке стали и чугуна применяются малые скорости резания и
стружка имеет малое сечение, то в единицу времени на процесс резания
затрачивается мало энергии. Если обработка происходит при больших скоростях резания,
обрабатываются
твердые металлы и стружка имеет большое сечение, то в этих случаях в единицу
времени затрачивается много энергии. Механическая энергия в процессе резания превращается
в тепловую, режущая кромка инструмента сильно нагревается (до красного
каления) при
тяжелых условиях резания. Для такого инструмента изготавливаемого
преимущественно из быстрорежущих сталей главное требование - сохранение твердости при
длительном нагреве, т.е. сталь должна обладать красностойкостью (теплостойкостью).
Красностойкость, характеризуется
температурой отпуска, при которой за 4 ч твердость снижается до 58 HRC
(обозначение ![]() ), или твёрдостью после 4-х часового отпуска
при 620°C (при этом
твёрдость не должна опускаться ниже 58 HRC).
), или твёрдостью после 4-х часового отпуска
при 620°C (при этом
твёрдость не должна опускаться ниже 58 HRC).
В таблице представлены характеристики некоторых сталей применяемых для изготовления режущего инструмента.
|
Сталь |
HRC |
σи, МПа |
σсж0,2, МПа |
KCU, кДж/м2 |
Теплостойкость, °С |
|
У7 |
63-65 |
2000 |
1220 |
0,38 |
200 |
|
Р18 |
63÷64 |
2600÷3000 |
2400 |
0,4 |
620 |
|
Р6М5 |
63÷65 |
3300÷3700 |
2750 |
0,29 |
620 |
Сталь Р18.
|
С |
Cr |
W |
V |
Mo |
Mn |
Si |
Ni |
S |
P |
|
Не более |
|||||||||
|
0,7÷0,8 |
3,8÷4,4 |
17,0÷18,5 |
1,0÷1,4 |
1,0 |
0,4 |
0,4 |
0,4 |
0,03 |
0,03 |
Температура ковки и отжига.
1) температурные интервалы ковки 1220÷850°C;
2) охлаждение после ковки в колодцах при 700÷800°C;
3) отжиг при 840÷860°С, выдержка до 20ч; охлаждение 40°/ч до 720÷730°C, выдержка 3÷4ч; охлаждение 50°/ч до 600°C, затем охлаждение на воздухе;
4) твёрдость после отжига не более HB 255.
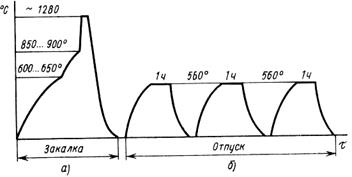
Режим окончательной термической обработки.
|
|
закалка |
отпуск |
|||||
|
Tп, °C |
Tа, °C |
среда |
Tо, °C |
t, ч |
среда |
HRC |
|
|
600÷650 850÷900 |
1270÷1290 |
Масло, расплавленные соли и щёлочи |
560 |
Трёхкратный по часу |
Воздух |
63÷64 |
|
В качестве среды для окончательного нагрева под закалку были предложены смеси солей БМР и БМ5Б, которые при правильном использовании позволяют поддерживать углеродный показатель ванны на сравнительно высоком уровне (1,1÷1,2% С)
Механические свойства после окончательной термической обработки указаны в табл. (см. выше).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.